
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Your Friends List is a way to easily have access to the community members that you interact with the most! X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Roughing sequence and plunge feed
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Roughing sequence and plunge feed
Apr 20, 2017
05:05 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 20, 2017
05:05 AM
Roughing sequence and plunge feed
Dear all,
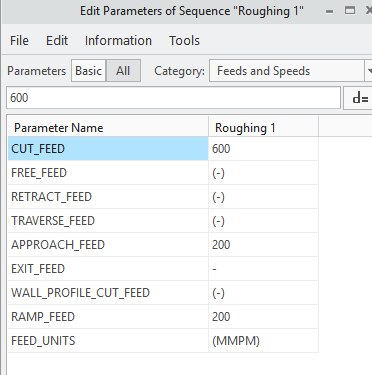
When using the roughing sequence to rough a pocket I see there is no option to enter a plunge feed.
When using an end mill this is essential in order not to damage the flutes.
I've tried entering a ramp speed and specify explicitly a ramp angle of 90° (which is the default setting).
This has no effect on the resulting toolpath. The only feed applied is the default cut_feed.
The volume rough sequence does have this option but I can't use that sequence for this particular toolpath.
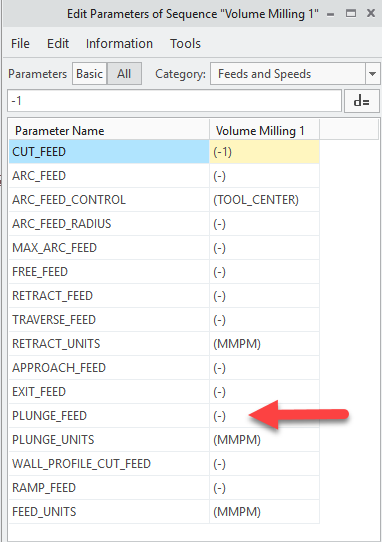
Is it possible to specify a plunge feed with the roughing sequence ?
Labels:
- Labels:
-
General
7 REPLIES 7
Apr 20, 2017
08:53 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 20, 2017
08:53 AM
Hi John,
If you are using the new volume milling sequence you must then specify the entry type defined to ramp as image below. With the old volume milling you just have to specify the ramp angle and speed and Creo understands you want a ramp entry ! By the way I'm still not using the new volume milling sequence as I don't find it very "logical" !

Apr 20, 2017
09:26 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 20, 2017
09:26 AM
Merci beaucoup pour votre response.
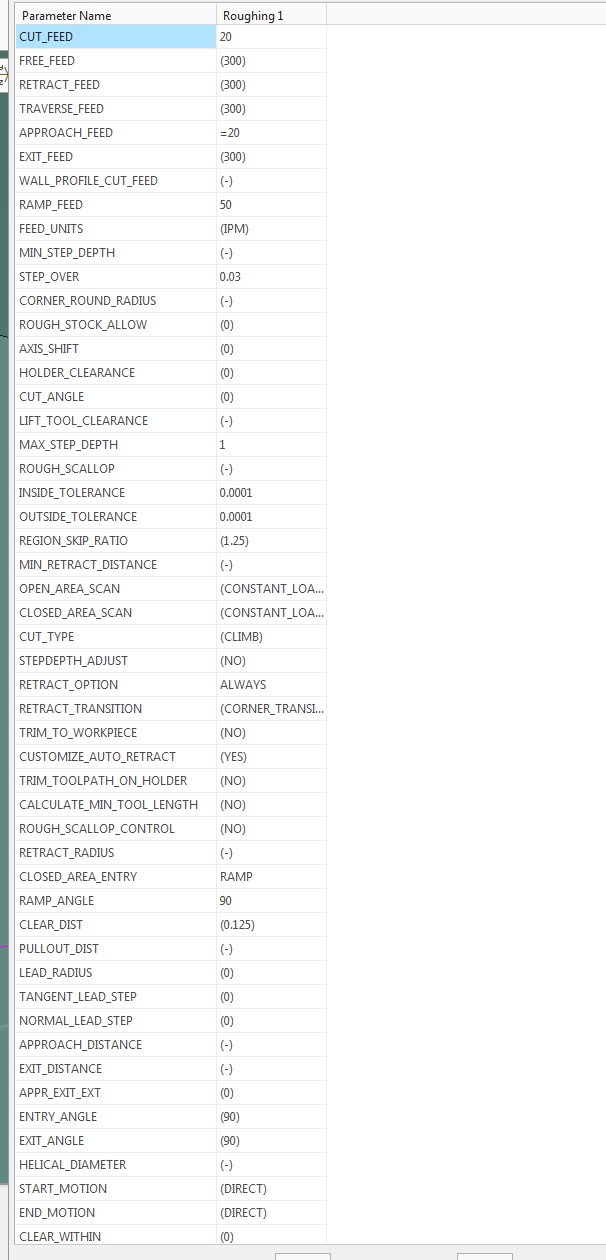
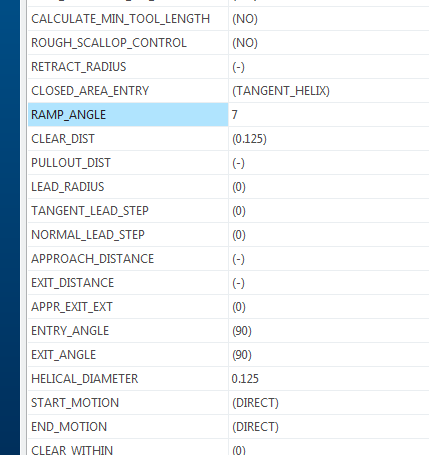
I've now found that the new "roughing"-nc sequence, the one that uses a faceted model internally and which is the one I'm referring to, has a slightly different option set (in Creo 4 M010) as can be seen in the following screenshot.
Although I have now specified RAMP explicitly and specified a RAMP FEED (see the following picture)
I still no see a different feed in the cutter location file with respect to the first entry
John
Apr 20, 2017
09:46 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 20, 2017
09:46 AM
It works on my System with Creo4.0 M10
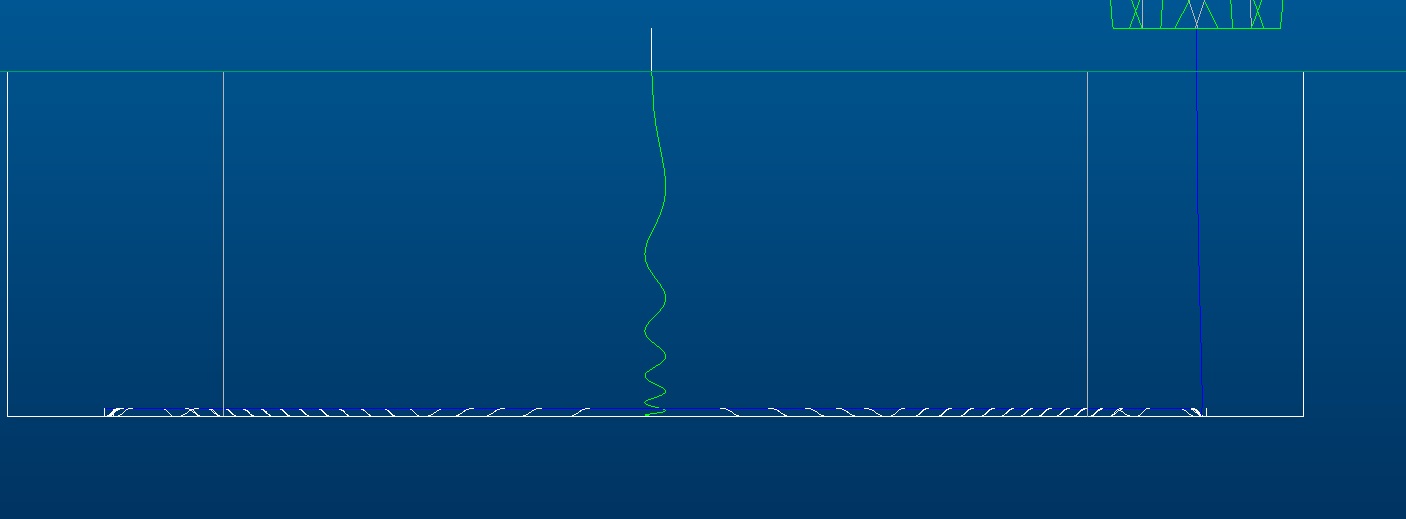
in roughing If I specify a ramp feed different from the cut feed it shows as different. But it is not a straight plunge it is a helical cut into the part.
Here is the code output with the feed at 50 as specified in the ramp_feed parameter.
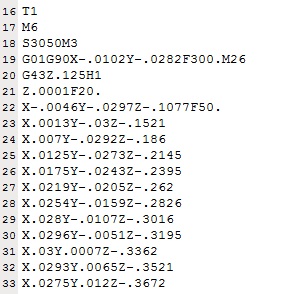
Here is what it looks like again it is not a ramp as you would think. it's an odd helix even though I have it set to ramp.

Apr 21, 2017
06:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 21, 2017
06:54 AM
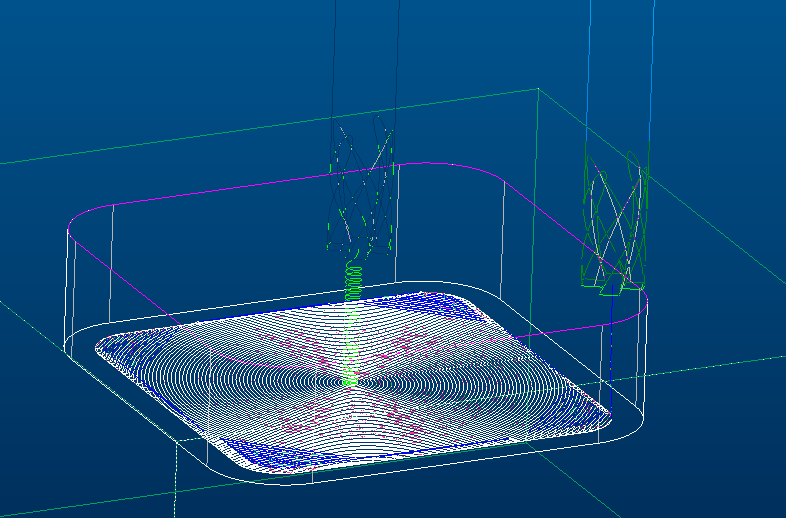
I've not used Creo 4.0, but it looks like you are using a spiral path, and the helix entry is the spiral version of a ramp. Note the pitch of the helix tapers constantly as it descends into the part. Kind of cool, but I wonder if it is possible to customize the way it is done. I.e. could you increase the number of coils in the helix so it is a more gradual cut into the part.
Apr 21, 2017
07:13 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 21, 2017
07:13 AM
Ken,
that is how I normally enter a pocket with a 7 degree tangent_helix and a helix diameter to the bottom with stock. then the helix is a constant spiral into the work. this is also available in Creo3.0 roughing and volume roughing.
Apr 21, 2017
12:59 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 21, 2017
12:59 PM
I am definitely going to have to give this a try for those situations where I can't avoid plunging into a pocket. I avoid bottom cutting as much as possible, but sometimes you're stuck with it, and a drill doesn't do the whole job of "starting" the path...
Apr 21, 2017
01:11 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Apr 21, 2017
01:11 PM
Ken,
This method works very well for pockets. no drilling of start holes just helix into the cut and go. Pretty efficient too. as you can see there are very few retracts until it get to the outside then I have the retracts set to .025 above the cut portion.
Announcements
Top Tags
