
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- CAD is OK, but CAM is not a CAM
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
CAD is OK, but CAM is not a CAM
Feb 02, 2011
05:22 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
05:22 AM
CAD is OK, but CAM is not a CAM
Dear PTC CEO and programers.
Deae PROE FANS
I wrote this to the PTC, but no response.
Forward message>
I am using PROE WF5 PRO/nc as cad/cam system
CAD is OK I like it.
BUT!!! CAM-PRO/NC is not a CAM. When you make something new it is 80% buttons an menus, but engine is the same all the time.You are making olny small changes. Your "CAM" can not compute toolpaths on backround (multitasking)It is not using multiple core technology, I am siting on my chair an waiting for hours. (I have XEON64bit 8GB RAM HP Z400) So wake up PTC. You have a lot of bugs in your "CAM" I am not your employe tester. Bugs are in re-rough, Rough, Finishing, Profile, local mill and surface steps. There are bugs and engine is not good too.
I am using EDGECAM too. If you will sleep, I will throw proe away.(to the recycle bin)
Sorry for my english. It is bad, but it is better then then your "CAM"
You have two options
1.new engine for PRO/NC
2.integrate pro/toolmaker in pro/nc
Bukaj
Labels:
- Labels:
-
Surfacing
21 REPLIES 21
Feb 02, 2011
10:03 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
10:03 AM
Bukaj, tks for your feedback. We are doing a massive revamp in the MFG
UI, is true. That was a main concern for many customers in the past,
that's why we are doing the UI modernization projects. In other hand, in
the very next release you will see some Pro/Toolmaker functionality
inside Creo NC... and more to follow, we are aiming to integrate most of
the Pro/TM technology into Creo NC.
Regards
Jose Coronado
Creo NC Product Manager
UI, is true. That was a main concern for many customers in the past,
that's why we are doing the UI modernization projects. In other hand, in
the very next release you will see some Pro/Toolmaker functionality
inside Creo NC... and more to follow, we are aiming to integrate most of
the Pro/TM technology into Creo NC.
Regards
Jose Coronado
Creo NC Product Manager
Feb 02, 2011
10:40 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
10:40 AM
Bukaj,
Yes, we all know the cons of Pro/NC when it comes to usability. However, a few systems in the market can deliver the same capabilities when it comes to customization and power. Right now I'm training people here to pass custom CL commands to the post-processor using data defined within a note in the 3D model of the tool. Once is done, the programmer will never have to worry again about inserting special CL commands in the Customize window in order to trigger a particular event in the post that is associated with that tool, specifically. We can also pre-define machining parameters in the tool model and every time you pick that tool to create a new sequence, parameters like TOOL_ORIENTATION, OUTPUT_POINT, SPINDLE_DIR, COOLANT_PRESSURE or whatever I want are populated automatically in the NC-sequence... this is the so called UDP parameters...
I can also create relations within families of tools to compute the RPM and feedrate based on the # of teeth of the CUTTER_DIAM of each instance, and they also populated automatically for me... if I change one instance of the tool for another, then the feeds&speeds are also updated automatically because you can use relations on you site files...
So, why I'm saying all this: it is because Pro/NC delivers a lot of power, and I don't know any system that can do what I stated above: Nor NX or CATIA or anything else. And trust me, you can make miracles with these things... yes, I could write a list with all crap... but I prefer to focus on what get the job done... Here goes another: Pro/NC MUDFs are the best thing for me, although they need more improvements, I could not reach all their potential yet... and probably I won't, in this life...
The big issue with Pro/NC is its usability, and UI. The tool manager sucks more than anything else, but as one of the customers José mentioned below, I can guarantee you that PTC is listening and they are working to fix their mess. We won't see everything fixed in the the first release of Creo, but we will see it, I'm sure. Otherwise, Pro/NC will be extinct in a few years. PTC knows that and now they have the right time and the right people to make it happen.
Just, to give you an idea about how things are changing, a few years ago you would never get, in this place, a reply from the NC Solutions product manager with a post like that...
Many of the issues people have with Pro/NC are caused by the cumbersome and outdated documentation, non-intuitive workflow and lack of real life examples in PTC training material and PTCU. They don't have real life NC programmers working for them. So, I'd like to suggest you to visit this place more often, drop your questions (Politely please ;->) and perhaps you can learn some tips here that will make your life easier... Yes, many of us understand your pain, but Pro/NC deserves a last chance I think... We also have HPZ800 (8 cores) and Pro/NC cannot use them very well... but keep in mind that Pro/NC has the ability to use multi-core and remote computing for more than 10 years, something that is only avaliable in the last 3/4 years... I think Pro/NC was really ahead of many systems a decade ago... but PTC slowed down at some point and they lost the track... but sit tight because they will come back... well, at least I believe so... ;->
Welcome to the board... it will be a pleasure to serve you...
Best regards,
Daniel
Yes, we all know the cons of Pro/NC when it comes to usability. However, a few systems in the market can deliver the same capabilities when it comes to customization and power. Right now I'm training people here to pass custom CL commands to the post-processor using data defined within a note in the 3D model of the tool. Once is done, the programmer will never have to worry again about inserting special CL commands in the Customize window in order to trigger a particular event in the post that is associated with that tool, specifically. We can also pre-define machining parameters in the tool model and every time you pick that tool to create a new sequence, parameters like TOOL_ORIENTATION, OUTPUT_POINT, SPINDLE_DIR, COOLANT_PRESSURE or whatever I want are populated automatically in the NC-sequence... this is the so called UDP parameters...
I can also create relations within families of tools to compute the RPM and feedrate based on the # of teeth of the CUTTER_DIAM of each instance, and they also populated automatically for me... if I change one instance of the tool for another, then the feeds&speeds are also updated automatically because you can use relations on you site files...
So, why I'm saying all this: it is because Pro/NC delivers a lot of power, and I don't know any system that can do what I stated above: Nor NX or CATIA or anything else. And trust me, you can make miracles with these things... yes, I could write a list with all crap... but I prefer to focus on what get the job done... Here goes another: Pro/NC MUDFs are the best thing for me, although they need more improvements, I could not reach all their potential yet... and probably I won't, in this life...
The big issue with Pro/NC is its usability, and UI. The tool manager sucks more than anything else, but as one of the customers José mentioned below, I can guarantee you that PTC is listening and they are working to fix their mess. We won't see everything fixed in the the first release of Creo, but we will see it, I'm sure. Otherwise, Pro/NC will be extinct in a few years. PTC knows that and now they have the right time and the right people to make it happen.
Just, to give you an idea about how things are changing, a few years ago you would never get, in this place, a reply from the NC Solutions product manager with a post like that...
Many of the issues people have with Pro/NC are caused by the cumbersome and outdated documentation, non-intuitive workflow and lack of real life examples in PTC training material and PTCU. They don't have real life NC programmers working for them. So, I'd like to suggest you to visit this place more often, drop your questions (Politely please ;->) and perhaps you can learn some tips here that will make your life easier... Yes, many of us understand your pain, but Pro/NC deserves a last chance I think... We also have HPZ800 (8 cores) and Pro/NC cannot use them very well... but keep in mind that Pro/NC has the ability to use multi-core and remote computing for more than 10 years, something that is only avaliable in the last 3/4 years... I think Pro/NC was really ahead of many systems a decade ago... but PTC slowed down at some point and they lost the track... but sit tight because they will come back... well, at least I believe so... ;->
Welcome to the board... it will be a pleasure to serve you...
Best regards,
Daniel
Feb 02, 2011
12:26 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
12:26 PM
Dan, how exactly did you learn to apply the advanced features to Pro N/C?
Who is your VAR? , or who did you get training from and how much did it cost?
How long did it take to implement?
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
Who is your VAR? , or who did you get training from and how much did it cost?
How long did it take to implement?
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
Feb 02, 2011
03:25 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
03:25 PM
Dan,
I can see where someone would be negative about Pro/Mfg. Lack of understanding
the system. It is always difficult to go from one system to the other,
especially when you are used to one for so many years. Most of them do the same
thing. It is at times different terminology and Icons/buttons are different. I
do have to say that out of the box it is not as easy to use. I also see that if
ProE or Pro/Nc is not properly setup it is a not easy to use.
It all comes down to implementation. I think the power is right there!! I have
been using Pro/Mfg since Rev 9 and I have seen big improvements in the module. I
have been using other cam packages before (Mastercam, Surfcam).
We have set up a lot of templates and or start parts. Same with Tooling. We put
every parameter that is ask for into the tooling model. We have also set up
pro-program to automate things. A lot of things are relations driven.
Example: You need to tap a hole. You know a few things, that you need a spot,
drill, and tap and you know the size. A couple of mouse clicks or a map-key and
the only thing you need to do is pick the drill group and coordinate system you
are done.
I do have to say a lot of it also depends on how good the model is!!
Not to mention when you create setup/books. Templates!!
Tony Jager
655 Cedar Street
San Carlos, CA 94070
650-868-1810
I can see where someone would be negative about Pro/Mfg. Lack of understanding
the system. It is always difficult to go from one system to the other,
especially when you are used to one for so many years. Most of them do the same
thing. It is at times different terminology and Icons/buttons are different. I
do have to say that out of the box it is not as easy to use. I also see that if
ProE or Pro/Nc is not properly setup it is a not easy to use.
It all comes down to implementation. I think the power is right there!! I have
been using Pro/Mfg since Rev 9 and I have seen big improvements in the module. I
have been using other cam packages before (Mastercam, Surfcam).
We have set up a lot of templates and or start parts. Same with Tooling. We put
every parameter that is ask for into the tooling model. We have also set up
pro-program to automate things. A lot of things are relations driven.
Example: You need to tap a hole. You know a few things, that you need a spot,
drill, and tap and you know the size. A couple of mouse clicks or a map-key and
the only thing you need to do is pick the drill group and coordinate system you
are done.
I do have to say a lot of it also depends on how good the model is!!
Not to mention when you create setup/books. Templates!!
Tony Jager
655 Cedar Street
San Carlos, CA 94070
650-868-1810
Feb 02, 2011
03:46 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
03:46 PM
I have used Pro/NC for 15 years in the manufacture of mould tools, I have
also worked as an AE for a VAR gaining extensive knowledge from PTC. I have
to admit that Pro/NC has had very little changes in its core over that time
period, in comparison to other products in the market. Yes the UI is being
updated but I have to agree in part with what Dan is saying.
Things like gouge avoidance, the need for gouge checking at all, the
calculation time are issues carried forward from the core engine. We also
run Delcam in the shop which seems billet proof when it comes to gouge
avoidance, it does lack Pro/NC’s ability to control what you are machining
and how you machine it and it often will roll sharp corners or leave a cusp
on the corner.
Yes Pro/NC has an awesome amount of power, outputs a constant high quality
tool path and has the ability to machine in a large variety of ways but it
is still the same engine.
Regards
Kevin
also worked as an AE for a VAR gaining extensive knowledge from PTC. I have
to admit that Pro/NC has had very little changes in its core over that time
period, in comparison to other products in the market. Yes the UI is being
updated but I have to agree in part with what Dan is saying.
Things like gouge avoidance, the need for gouge checking at all, the
calculation time are issues carried forward from the core engine. We also
run Delcam in the shop which seems billet proof when it comes to gouge
avoidance, it does lack Pro/NC’s ability to control what you are machining
and how you machine it and it often will roll sharp corners or leave a cusp
on the corner.
Yes Pro/NC has an awesome amount of power, outputs a constant high quality
tool path and has the ability to machine in a large variety of ways but it
is still the same engine.
Regards
Kevin
Feb 02, 2011
03:50 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
03:50 PM
Opps forgot to mention.
Dan Pro/NC can background process, send the calculation to another computer
or server and, in gouge checking, can utilise multiple cores and processors.
Dan Pro/NC can background process, send the calculation to another computer
or server and, in gouge checking, can utilise multiple cores and processors.
Feb 02, 2011
03:50 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2011
03:50 PM
tony,
We also do crazy stuff with templates here and I can tell you that the
level of automation of the clamping elements we have is hard the be
obtained in other systems... I can change the steadyrestmodel of a MillTurn machine
andits clamping diameter and location with 5 clicks... but all this
level took me half year to be created...
So, Pro/NC is all about customization, yes... but not every company can
afford to have the right people and time to deploy a system like that,
specially during a financial crisis in MFG everywhere... the perfect
deal with Pro/NC will be the day a user can buy it and start to get good
toolpaths just reading the documentation, like in Mastercam, Solidcam or
mid-end systems... if PTC cannot make it easy to use, it is not worth
either... day after day, the new generation of machinists and engineers
are becoming less tolerant to cumbersome software...
But as you said, many people blame Pro/NC before realizing they have bad
designing practices (model not good), lack of discipline to use the
software (everyday they want to do exactly the same in a different way
and get frustrated when it does not work...) and do not follow
check-lists for both MFG and CAD tasks... so the designer leaves lots of
geometry checks in the model and create models in relative accuracy,
then the programmer get tons of unexpected exits and material removal
failures... and he blames Pro/NC solely... when in fact there are bad
modeling practices...
Today I heard a colleague here saying one thing that fits
perfectly to the current MFG package PTC markets: "I find the software
heavy on theory and short on practice. It seems like the pieces are
there, but the 'glue' is missing." - He is 1000% right. But I still
believing PTC needs a new chance, and Creo is this chance.
Time will say... but I believe that if they work hard and do not attempt
to fool us with a few new icons that still hidding UNIX menus, they will
succeed...
Daniel
We also do crazy stuff with templates here and I can tell you that the
level of automation of the clamping elements we have is hard the be
obtained in other systems... I can change the steadyrestmodel of a MillTurn machine
andits clamping diameter and location with 5 clicks... but all this
level took me half year to be created...
So, Pro/NC is all about customization, yes... but not every company can
afford to have the right people and time to deploy a system like that,
specially during a financial crisis in MFG everywhere... the perfect
deal with Pro/NC will be the day a user can buy it and start to get good
toolpaths just reading the documentation, like in Mastercam, Solidcam or
mid-end systems... if PTC cannot make it easy to use, it is not worth
either... day after day, the new generation of machinists and engineers
are becoming less tolerant to cumbersome software...
But as you said, many people blame Pro/NC before realizing they have bad
designing practices (model not good), lack of discipline to use the
software (everyday they want to do exactly the same in a different way
and get frustrated when it does not work...) and do not follow
check-lists for both MFG and CAD tasks... so the designer leaves lots of
geometry checks in the model and create models in relative accuracy,
then the programmer get tons of unexpected exits and material removal
failures... and he blames Pro/NC solely... when in fact there are bad
modeling practices...
Today I heard a colleague here saying one thing that fits
perfectly to the current MFG package PTC markets: "I find the software
heavy on theory and short on practice. It seems like the pieces are
there, but the 'glue' is missing." - He is 1000% right. But I still
believing PTC needs a new chance, and Creo is this chance.
Time will say... but I believe that if they work hard and do not attempt
to fool us with a few new icons that still hidding UNIX menus, they will
succeed...
Daniel
Feb 02, 2011
06:07 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2011
05:35 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2011
05:35 AM
>>>but keep in mind that Pro/NC has the ability to use multi-core and remote computing for more than 10 years, something that is only avaliable in the last3/4 years.
Yes, it is true, but you must have more than one licence! I have only one licence. So I can not start another proe on behind. Job manager does not work when you have only one licence.
(Am I right?)
Bukaj
Feb 03, 2011
06:29 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2011
06:29 AM
Yes Bukaj, you are right in regards the Job Manager licensing...
As I said before, I believe PTC had lots of innovation in their product
back 10-15 years ago... they were one of the first companies to research
HSM toolpaths and they have patents about it... but today, what they got
is outdated... looks like everybody else improved and re-designed their
HSM algorithms and Pro/NC ones are now a baby in his first weeks... PTC as
the great marketer it is, still advertising about their 11 old HSM
technology and its patents... what a lot of tosh... there is no
status-quo in technology gentleman...
HSMWorks, a Danish CAM Integrator for Solidworks created a few years ago
a new HSM kernel written from zero, with extensive support 4/8 cores
very well... they designed the software in a partnership with HP back
then... the nice thing on this piece of software is that they have a
distributed CAM services manager which you can install on one or more
PC's on your local area network to enable automatic distribution of CAM
calculations (Even the secretary's machine), and when these machines are
idle or making a low usage of the processor (Like editing a doc in
MS-Word) your HSMWorks seat will search for machines running this
service and distribute the computation of the job for you.
This is a great deal of innovation, because even with everybody else
adding multi-core support on their CAM systems these days, these Danes
went a step ahead and added something that made them unique so far. In
my humble opinion, PTC is not a CAM leader anymore. At the best, they
are followers. You don't see PTC putting things before other companies.
They use to put it years after someone in the market because we push
them to do it... not to mention the time PTC used to charge customers to
develop stuff, like custom cycle functionality... there is not room for
these practices anymore...
Last year Delcam passed PTC in CAM revenues according to CIMData... that
was the first time in years that it happened... 2011, it will be even
harder for the CAM revenue leaders... (and great for us, customers) the
CAM market is boiling... U.S. has a MFG crisis and companies will look
for new systems to be more productive and extract all the potential of
their machines, otherwise they will close their doors and new doors will
be opened in China... it's a matter of survival now, small/medium
companies like Solidcam, HSMWorks, Delcam, OpenMind Tech are re-writing
the future of CAM... Siemens PLM and Dassault are also doing their
homework... so I believe the market will say... how it is possible that
PTC still linearizing helix entry in Volume machining or generating
thousands of tiny points in a ramp move? Their toolpaths are outdated
and do not reflect the reality of the modern CNC controls...
I find Pro/NC a robust product and very capable, and with
functionalities like those shown in the automation webcast David
suggested, you can make very nice things... but it's not easy to
implement those things in a global level when engineers are working from
UK, USA, Singapore, Norway, Brazil, all them connected via Windchill
technology... every site has their own machines and methods, people, so
I can put a great deal of automation in a MUDF and extract this as
annotation features, but perhaps my colleague in UK will not like the
tool set and speeds&feeds I used, or he can't use that on his
machines... so it's great, but hard to fully apply on big companies...
requires lots of discipline and seamless integration with engineering
practices.
The good thing is that PTC bought NCGraphics some years ago and the guy
in charge of Pro/NC today was the product manager of Pro/Toolmaker.. so
he knows this thing inside out... the good thing about this acquisition
is that NCGraphics technology is licensed in many products in the
industry, like Mastercam, Depocam, Visi... so these guys knows what
needs to be (re)done... we are eager to see this technology inside
Pro/NC, and that hopefully PTC can re-write their 20 years old code
using modern programming tools focusing in the 64 bits hardware and true
multi-core support (without charging you for an extra license like
today).
I'm not sure if PTC will be able to break this repetitive cycle of not
being able to deliver fast paced innovation in CAM... I don't know how
much attention (Read money for R&D) CAM gets from the big fishes at PTC
or if they are really prepared to fight in this modern CAM market, but
I'm hopeful that CREO will also bring integrated CAM companies to
develop for PTC plattaform, and if Pro/NC do not evolve as we need it to
do, then we can get fast, fancy and powerful CAM systems to run inside
our CAD platform: Pro/E (Creo). One way or another, the market will
dictate PTC future, and it's up to them to do their homework with Creo.
Anyway, in big engineering environments like ours, it's important to
work with PTC to make the software better and to keep it as our global
solution, because of the many benefits of the full associativity with
the CAD model. And that's why I believe PTC deserves a last opportunity
to revamp Pro/NC, because PTC software as a whole also brought us many
good moments in our history.
JM2C
Daniel
As I said before, I believe PTC had lots of innovation in their product
back 10-15 years ago... they were one of the first companies to research
HSM toolpaths and they have patents about it... but today, what they got
is outdated... looks like everybody else improved and re-designed their
HSM algorithms and Pro/NC ones are now a baby in his first weeks... PTC as
the great marketer it is, still advertising about their 11 old HSM
technology and its patents... what a lot of tosh... there is no
status-quo in technology gentleman...
HSMWorks, a Danish CAM Integrator for Solidworks created a few years ago
a new HSM kernel written from zero, with extensive support 4/8 cores
very well... they designed the software in a partnership with HP back
then... the nice thing on this piece of software is that they have a
distributed CAM services manager which you can install on one or more
PC's on your local area network to enable automatic distribution of CAM
calculations (Even the secretary's machine), and when these machines are
idle or making a low usage of the processor (Like editing a doc in
MS-Word) your HSMWorks seat will search for machines running this
service and distribute the computation of the job for you.
This is a great deal of innovation, because even with everybody else
adding multi-core support on their CAM systems these days, these Danes
went a step ahead and added something that made them unique so far. In
my humble opinion, PTC is not a CAM leader anymore. At the best, they
are followers. You don't see PTC putting things before other companies.
They use to put it years after someone in the market because we push
them to do it... not to mention the time PTC used to charge customers to
develop stuff, like custom cycle functionality... there is not room for
these practices anymore...
Last year Delcam passed PTC in CAM revenues according to CIMData... that
was the first time in years that it happened... 2011, it will be even
harder for the CAM revenue leaders... (and great for us, customers) the
CAM market is boiling... U.S. has a MFG crisis and companies will look
for new systems to be more productive and extract all the potential of
their machines, otherwise they will close their doors and new doors will
be opened in China... it's a matter of survival now, small/medium
companies like Solidcam, HSMWorks, Delcam, OpenMind Tech are re-writing
the future of CAM... Siemens PLM and Dassault are also doing their
homework... so I believe the market will say... how it is possible that
PTC still linearizing helix entry in Volume machining or generating
thousands of tiny points in a ramp move? Their toolpaths are outdated
and do not reflect the reality of the modern CNC controls...
I find Pro/NC a robust product and very capable, and with
functionalities like those shown in the automation webcast David
suggested, you can make very nice things... but it's not easy to
implement those things in a global level when engineers are working from
UK, USA, Singapore, Norway, Brazil, all them connected via Windchill
technology... every site has their own machines and methods, people, so
I can put a great deal of automation in a MUDF and extract this as
annotation features, but perhaps my colleague in UK will not like the
tool set and speeds&feeds I used, or he can't use that on his
machines... so it's great, but hard to fully apply on big companies...
requires lots of discipline and seamless integration with engineering
practices.
The good thing is that PTC bought NCGraphics some years ago and the guy
in charge of Pro/NC today was the product manager of Pro/Toolmaker.. so
he knows this thing inside out... the good thing about this acquisition
is that NCGraphics technology is licensed in many products in the
industry, like Mastercam, Depocam, Visi... so these guys knows what
needs to be (re)done... we are eager to see this technology inside
Pro/NC, and that hopefully PTC can re-write their 20 years old code
using modern programming tools focusing in the 64 bits hardware and true
multi-core support (without charging you for an extra license like
today).
I'm not sure if PTC will be able to break this repetitive cycle of not
being able to deliver fast paced innovation in CAM... I don't know how
much attention (Read money for R&D) CAM gets from the big fishes at PTC
or if they are really prepared to fight in this modern CAM market, but
I'm hopeful that CREO will also bring integrated CAM companies to
develop for PTC plattaform, and if Pro/NC do not evolve as we need it to
do, then we can get fast, fancy and powerful CAM systems to run inside
our CAD platform: Pro/E (Creo). One way or another, the market will
dictate PTC future, and it's up to them to do their homework with Creo.
Anyway, in big engineering environments like ours, it's important to
work with PTC to make the software better and to keep it as our global
solution, because of the many benefits of the full associativity with
the CAD model. And that's why I believe PTC deserves a last opportunity
to revamp Pro/NC, because PTC software as a whole also brought us many
good moments in our history.
JM2C
Daniel
Feb 03, 2011
07:47 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2011
07:47 AM
Bukaj,
Talked to a PTC guy today and I need to add a remark to my last statement: If you set your own machine as the remote computation server, then Pro/NC job manager will use the multi-cores you have and it will not attempt to grab another NC license: it will use the license you are using.
I'm not sure which toolpaths supports multi-core processing or if all them do it. It would be good if someone from PTC could clarify this, an old doubt I have...
By the way, HSMWork also licenses the NCGraphics kernel, and two ex-NCGraphics employees are now working as freelancers, coding for Cimco/HSMworks... you can find their blog here: <u>www.freesteel.co.uk</u>- Wikipedia says that aproximately 10 CAM vendors licenses NCGraphics technology... so I think Creo/NC will have an interesting future...
Rgds,
Daniel
Feb 03, 2011
08:03 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2011
08:03 AM
Bukaj,
By the way:
My last post was not clear, sorry: Pro/NC does not have multi-core toolpaths... it won't split the computation of any toolpath in multi cores... what it will do is to run Pro/NC in one core and compute the toolpath in another...
HTH
Daniel
Feb 03, 2011
10:22 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2011
10:22 AM
No really interesting for my use, I always thought that by using the 'standard' hole features, NC automatically grouped like holes for processing without adding specific NC-based annotations and UDF's to the design model.
My issue is as follows:
I machine graphite electrodes for die sinking. I am die designer and do this to help with the NC programmers workload.
The machining center and tooling package is brought into Pro-E using a standard NC assembly template. I only have options to adjust the overall tool length and flute length of each tool in the package to provide the shortest tool practical.
I need to do approx 4 standard NC sequences:
1) volume roughing using a fairly large tool (1.00" bull nosed end mill)
2) Trajectory finishing of the electrode OD using a similar tool
3) Semi-finishing of the electrode contour only using an intermediate tool (possibly a 1/2" ball mill)
4) finishing the contour using a smaller tool (possibly a 1/4" ball mill)
I have the option to add or subtract NC sequences from this list but these sequences should be able to be brought up from a template of some kind.
The electrode material is graphite, the sequence / cutting tool should be limited by the following:
target surface footage of 250 ft/min
target chip load .003" per tooth
Max spindle RPM 4000 (yes it is an old machine)
Max feed rate 40"/min (did I mention that the machine is old?)
If I choose to change the finishing tool from a 1/4" ball nose mill to a 1/8" ball nose mill (for example) and from 6 flutes to 4 flutes, the speeds and feeds for this sequence must maintain the restrictions listed above.
Problems with sequences:
In the scenario above, the machining sequences are as follows:
1) Volume roughing:
NC does a good job creating the stock model to use for cutting. I can offset the stock model by about 1/8 inch to allow for rough stock in any direction.
I have pre-defined sequence parameters in *.mil files for particular combinations of cutting tool, and processing parameters, but these do not update for cutter / cutting conditions automatically.
2) Trajectory machining:
I now have to use 'custom trajectory' vs 'trajectory' for a sketch to define the 2D OD profile for cutting. I have to manually define the lead-in and lead-out along with defining the offset side twice, as the system seems to forget the offset direction after exiting the custom trajectory dialog. I use pre-defined *.mil files for this sequence and conditions. Small changes in the model can cause this feature to fail.
3) Semi-finishing:
I would like to use (and have used prior to pro-e) 'window' machining to 'lace' across the contour at a prescribed angle but the window-finishing sequence does not allow this. So I have to create a manufacturing surface and then use surface machining to lace across the surface. Again I have pre-defined *.mil parameter files for this. The manufacturing surface is created by seed and boundary, but is prone to failure with minor model changes.
4) Finishing:
This works OK. I can create a 'window' to use for machining, set the depth of the window, and then using the 'finishing' sequence options to finish the contour. Using 'Smart retract' often causes the cutter to crash into the model during rapid positioning, so I use retract-always and this creates a lot of redundant retract moves (the retract plane is 3" above the top of the part being machined). I have pre-defined *.mil parameter files for this sequence.
Now, I have been told (since WF2 or so) that by using the machinability database, I could set up 'seed' values of surface speed and chip load for combinations of materials and cutting types (roughing / finishing) and processes (milling/drilling/turning). This never seemed to work. Also setting up the machinability database directory structure for the cutting tools worked, but caused the *.xml files in this directory structure to be overwritten every time they were used.
I like the idea that the .xml files can have some intelligence but because of the problems using the .xml tool definitions listed above, I use the older *.mil files. These files have the cutting parameters listed as speed and feed which must be manually compared with the desired surface speed / chip load per tooth as these parameters are not parametric.
My issue is as follows:
I machine graphite electrodes for die sinking. I am die designer and do this to help with the NC programmers workload.
The machining center and tooling package is brought into Pro-E using a standard NC assembly template. I only have options to adjust the overall tool length and flute length of each tool in the package to provide the shortest tool practical.
I need to do approx 4 standard NC sequences:
1) volume roughing using a fairly large tool (1.00" bull nosed end mill)
2) Trajectory finishing of the electrode OD using a similar tool
3) Semi-finishing of the electrode contour only using an intermediate tool (possibly a 1/2" ball mill)
4) finishing the contour using a smaller tool (possibly a 1/4" ball mill)
I have the option to add or subtract NC sequences from this list but these sequences should be able to be brought up from a template of some kind.
The electrode material is graphite, the sequence / cutting tool should be limited by the following:
target surface footage of 250 ft/min
target chip load .003" per tooth
Max spindle RPM 4000 (yes it is an old machine)
Max feed rate 40"/min (did I mention that the machine is old?)
If I choose to change the finishing tool from a 1/4" ball nose mill to a 1/8" ball nose mill (for example) and from 6 flutes to 4 flutes, the speeds and feeds for this sequence must maintain the restrictions listed above.
Problems with sequences:
In the scenario above, the machining sequences are as follows:
1) Volume roughing:
NC does a good job creating the stock model to use for cutting. I can offset the stock model by about 1/8 inch to allow for rough stock in any direction.
I have pre-defined sequence parameters in *.mil files for particular combinations of cutting tool, and processing parameters, but these do not update for cutter / cutting conditions automatically.
2) Trajectory machining:
I now have to use 'custom trajectory' vs 'trajectory' for a sketch to define the 2D OD profile for cutting. I have to manually define the lead-in and lead-out along with defining the offset side twice, as the system seems to forget the offset direction after exiting the custom trajectory dialog. I use pre-defined *.mil files for this sequence and conditions. Small changes in the model can cause this feature to fail.
3) Semi-finishing:
I would like to use (and have used prior to pro-e) 'window' machining to 'lace' across the contour at a prescribed angle but the window-finishing sequence does not allow this. So I have to create a manufacturing surface and then use surface machining to lace across the surface. Again I have pre-defined *.mil parameter files for this. The manufacturing surface is created by seed and boundary, but is prone to failure with minor model changes.
4) Finishing:
This works OK. I can create a 'window' to use for machining, set the depth of the window, and then using the 'finishing' sequence options to finish the contour. Using 'Smart retract' often causes the cutter to crash into the model during rapid positioning, so I use retract-always and this creates a lot of redundant retract moves (the retract plane is 3" above the top of the part being machined). I have pre-defined *.mil parameter files for this sequence.
Now, I have been told (since WF2 or so) that by using the machinability database, I could set up 'seed' values of surface speed and chip load for combinations of materials and cutting types (roughing / finishing) and processes (milling/drilling/turning). This never seemed to work. Also setting up the machinability database directory structure for the cutting tools worked, but caused the *.xml files in this directory structure to be overwritten every time they were used.
I like the idea that the .xml files can have some intelligence but because of the problems using the .xml tool definitions listed above, I use the older *.mil files. These files have the cutting parameters listed as speed and feed which must be manually compared with the desired surface speed / chip load per tooth as these parameters are not parametric.
Feb 17, 2011
10:06 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 17, 2011
10:06 AM
In Reply to Daniel Santos:
My last post was not clear, sorry: Pro/NC does not have multi-core toolpaths... it won't split the computation of any toolpath in multi cores... what it will do is to run Pro/NC in one core and compute the toolpath in another...
Hey Daniel
Is there a better guide to setting up the job manager to process toolpaths on multiple cores? The help files seem to be lacking some details. would there be a diffrence between xp and 7?
Feb 17, 2011
10:13 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 17, 2011
10:13 AM
I don't think there is any difference between XP and 7.
I can help with a guide. Let me find one here on my stuff... François Lamy created one a few years ago...
Daniel
I can help with a guide. Let me find one here on my stuff... François Lamy created one a few years ago...
Daniel
Feb 18, 2011
07:31 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 18, 2011
07:31 AM
Nick,
Please find attached material created by Flamy some years ago.
First off, you need to install the PTC Distributed Services option in
the machine you want to serve as the remote computation server.
Some tips:
In the machine you want to use as the remote server (It can be your own
machine), create a batch file calling the Distributed Services
(dcadsetup -f) manager upon your Windows startup. This will make the
daemon awake and therefore Pro/E will be able to send the computations
to the remote server.
Put this .bat file in the Startup folder so that the script runs
everytime Windows starts... - Make sure you have the loadpoint\bin &
\obj folders in your PATH variable so that the .bat script can find the
files in the loadpoint.
The dcadsetup is a .bat is a file stored in your loadpoint\bin - It
also establishes a communication between the job manager daemon &
pro_comm_msg.exe & the Name Service Daemon (nmsd.exe), the last two are
solely responsibles for any communication between Pro/E and external
Apps (Toolkit). Pro/E does not talk directly with other apps... it needs
to be done through these two guys...
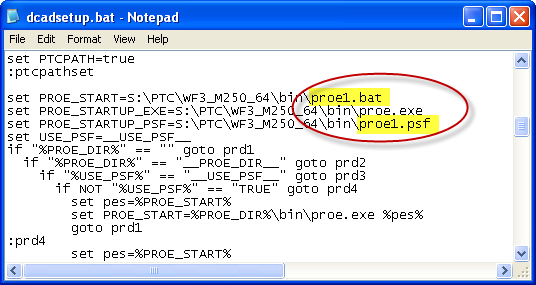
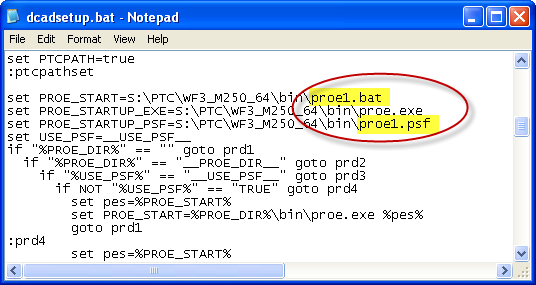
That said, it might be necessary to edit the two sections of the
dcadsetup.bat file to match your .bat and .psf files, if you have
different ones to launch Pro/E with NC license modules.
If you use your own machine as the remote server, I think it won't be an
issue... but if you use a remote server, then Pro/E (xtop) will be
launched as a process, just like in your machine, but it won't show any
GUI. Anyway, it needs to load the necessary NC licenses, and if these
are set in specific .psf files (And the .bat associated to them), they
need to be set here.
Since Pro/E will be launched to computed the toolpaths (In case the
server is a different machine), it is important to install the DCAD
server with the same datecode and release of the client machines. You
expect to get the same result you'd get at your machine right? So in
case of an update/upgrade in Pro/E, keep in mind you need to update the
remote server as well. If you don't, you can get unexpected results.
(More than the usual ones ;->)
Hope that helps,
Best regards,
Daniel
Please find attached material created by Flamy some years ago.
First off, you need to install the PTC Distributed Services option in
the machine you want to serve as the remote computation server.
Some tips:
In the machine you want to use as the remote server (It can be your own
machine), create a batch file calling the Distributed Services
(dcadsetup -f) manager upon your Windows startup. This will make the
daemon awake and therefore Pro/E will be able to send the computations
to the remote server.
Put this .bat file in the Startup folder so that the script runs
everytime Windows starts... - Make sure you have the loadpoint\bin &
\obj folders in your PATH variable so that the .bat script can find the
files in the loadpoint.
The dcadsetup is a .bat is a file stored in your loadpoint\bin - It
also establishes a communication between the job manager daemon &
pro_comm_msg.exe & the Name Service Daemon (nmsd.exe), the last two are
solely responsibles for any communication between Pro/E and external
Apps (Toolkit). Pro/E does not talk directly with other apps... it needs
to be done through these two guys...
That said, it might be necessary to edit the two sections of the
dcadsetup.bat file to match your .bat and .psf files, if you have
different ones to launch Pro/E with NC license modules.
If you use your own machine as the remote server, I think it won't be an
issue... but if you use a remote server, then Pro/E (xtop) will be
launched as a process, just like in your machine, but it won't show any
GUI. Anyway, it needs to load the necessary NC licenses, and if these
are set in specific .psf files (And the .bat associated to them), they
need to be set here.
Since Pro/E will be launched to computed the toolpaths (In case the
server is a different machine), it is important to install the DCAD
server with the same datecode and release of the client machines. You
expect to get the same result you'd get at your machine right? So in
case of an update/upgrade in Pro/E, keep in mind you need to update the
remote server as well. If you don't, you can get unexpected results.
(More than the usual ones ;->)
Hope that helps,
Best regards,
Daniel
Feb 18, 2011
11:47 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 18, 2011
11:47 AM
When the dcadsetup.bat runs at startup, does it 'grab' a license of NC
right away, or only when distributed services are requested?
If it only grabs a license of NC when requested, what happens when one
is not available?
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
right away, or only when distributed services are requested?
If it only grabs a license of NC when requested, what happens when one
is not available?
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
Feb 18, 2011
11:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 18, 2011
11:54 AM
"of NC right away, or only when distributed services are requested?"
Only when requested. (If you use a remote server and not the machine
your running Pro/NC)
"what happens when one is not available?"
If you use your machine as the remote server, that will never happen. If
you use a remote server, the toolpath won't be computed.
Daniel
Only when requested. (If you use a remote server and not the machine
your running Pro/NC)
"what happens when one is not available?"
If you use your machine as the remote server, that will never happen. If
you use a remote server, the toolpath won't be computed.
Daniel
Feb 18, 2011
12:11 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 18, 2011
12:11 PM
OK. In my situation, all of the NC licenses are floating, and I 'grab'
or 'release' a license as needed.
If I am currently using an NC license, and have my computer setup for
distributed services on my machine, are you saying that the
dcadsetup.bat will use my existing activated floating license?
And while the distributed services are calculating my cl file, will I be
able to do other tasks in Pro-E? Currently, when a CL file is being
calculated locally, the software is 'busy' and unresponsive.
Thanks for taking the time to explain this feature; I don't mean to take
up so much of your time,
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
or 'release' a license as needed.
If I am currently using an NC license, and have my computer setup for
distributed services on my machine, are you saying that the
dcadsetup.bat will use my existing activated floating license?
And while the distributed services are calculating my cl file, will I be
able to do other tasks in Pro-E? Currently, when a CL file is being
calculated locally, the software is 'busy' and unresponsive.
Thanks for taking the time to explain this feature; I don't mean to take
up so much of your time,
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
Feb 18, 2011
01:12 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 18, 2011
01:12 PM
"If I am currently using an NC license, and have my computer setup for
distributed services on my machine, are you saying that the
dcadsetup.bat will use my existing activated floating license?"
Yes.
"And while the distributed services are calculating my cl file, will I
be able to do other tasks in Pro-E? Currently, when a CL file is being
calculated locally, the software is 'busy' and unresponsive."
That's the best part of it. You wil be free to create new toolpaths...
great for mold makers.. that are used to long computation times...
Pro/NC was very innovative on this... it's pity that they could not keep
ahead of the competition... with things like that, they were, 10-15
years ago...
Daniel
distributed services on my machine, are you saying that the
dcadsetup.bat will use my existing activated floating license?"
Yes.
"And while the distributed services are calculating my cl file, will I
be able to do other tasks in Pro-E? Currently, when a CL file is being
calculated locally, the software is 'busy' and unresponsive."
That's the best part of it. You wil be free to create new toolpaths...
great for mold makers.. that are used to long computation times...
Pro/NC was very innovative on this... it's pity that they could not keep
ahead of the competition... with things like that, they were, 10-15
years ago...
Daniel
Jun 07, 2011
09:56 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jun 07, 2011
09:56 AM
OK. It's been a long time coming. But I was finally able to get out IT
dept and our VAR to work together on getting Distributed Computing setup
on my machine and it seems to be working.
Now, if I want to calculate a sequence, or output a CL file for an
operation, I can 'submit' it to my distributed computing resource and it
does indeed work in the background.
The problem is when I 'fetch' the completed results; my session of Pro-E
seems to be recalculating the sequence again negating any time or
productivity savings.
Is this normal? How do I get to retrieve the results without
recalculating?
Thanks in advance,
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com
dept and our VAR to work together on getting Distributed Computing setup
on my machine and it seems to be working.
Now, if I want to calculate a sequence, or output a CL file for an
operation, I can 'submit' it to my distributed computing resource and it
does indeed work in the background.
The problem is when I 'fetch' the completed results; my session of Pro-E
seems to be recalculating the sequence again negating any time or
productivity savings.
Is this normal? How do I get to retrieve the results without
recalculating?
Thanks in advance,
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
PH:724.941-5540
FX:724.941.8322
www.fpdcompany.com

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}