
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Want the oppurtunity to discuss enhancements to PTC products? Join a working group! X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: CREO3 . Коническая резьба
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
CREO3 . Коническая резьба
Jan 30, 2015
04:22 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 30, 2015
04:22 AM
CREO3 . Коническая резьба
Небходимо:
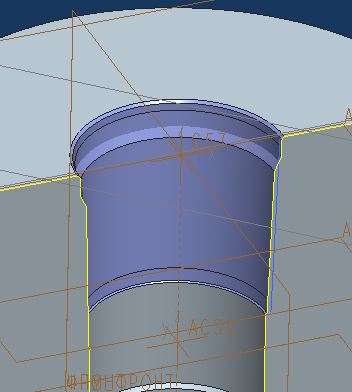
1. расфрезеровать колодец под коническую резьбу
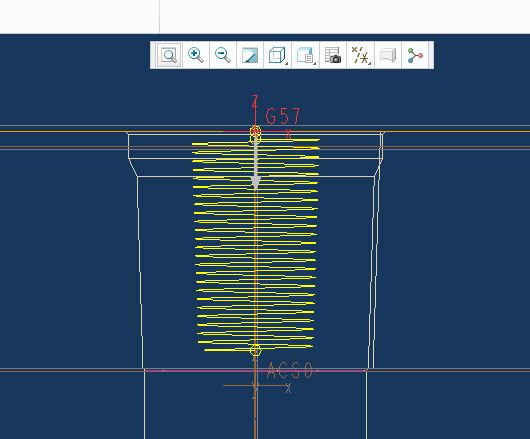
2 , нарезать резьбу резьбофрезой
Что получилось:
1. отверстие отфрезеровано с применением фичера "фрезерование по линиям рез а ".
Если фреза берется с радиусом при вершине, обработка рвется. Лучше выбрать концевую. Тоже не супер, но СДЕЛАНО.
2. а вот собственно "резьбофрезерование» - Большая Головная боль! Получаем перемещение по 3 координатам без отработки коррекции на радиус инструмента.
Вопрос: как сделать, чтобы отрабатывались G41, G42
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
6 REPLIES 6
Feb 02, 2015
05:08 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2015
05:08 AM
Коническая резьба
Требуется:
1. фрезерные отверстия конической резьбы
2 резьбовые Резьбофрезерование
Нет дополнительных линий

big headache: no additional lines
tool radius compensation not working
Feb 05, 2015
07:18 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 05, 2015
07:18 AM
Olga,
that tool path looks like it is for a single form threading tool which I have not tried with Creo3.0 . I believe that cutter compensation will not work with a helical toolpath. You would have to compensate with the tool diameter to adjust the thread diameter.
Sorry I have not responed to you before this but I can't seem to translate your questions.
Steve
Feb 06, 2015
01:17 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 06, 2015
01:17 AM
CREO3 milling component conical surface along a helical - additional turns of are not created!
" I believe that cutter compensation will not work with a helical toolpath. You would have to compensate with the tool diameter to adjust the thread diameter."
compensate with the tool diameter to adjust - Trying to say that does not work!
sorry for my english
Feb 06, 2015
04:35 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 06, 2015
04:35 AM
Steve, check your mail
Feb 06, 2015
10:06 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 06, 2015
10:06 AM
Hi Olga,
With a rough translation it sounds to me that you are trying to do a tapered thread but cannot get radius comp to turn on. First question, does your tool have multiple teeth on it? Meaning you can do the whole thread depth with one pass? I see in one of your screen shots that you have a toolpath with several passes to get your thread depth. If your tool only has one row of cutting teeth on it I am not aware of Creo being able to do a “thread mill” sequence for a tapered thread. In this case you will have to set up a helical mill profile and it won’t be near as easy. I am only on Creo 2 so maybe this is new to Creo 3. If you do have a tool that will complete the thread in one pass try this:
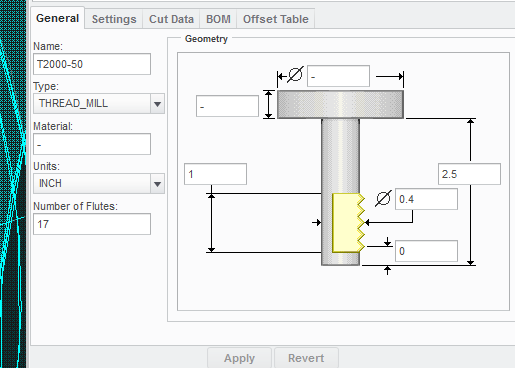
In your tool setup make sure you have a value for tool insert and number of flutes(this is actually number of rows of cutting teeth) This is how I have this one set up (remember I’m using inches)
Then in you thread milling sequence you will need to set these parameters. LEAD_RADIUS, TANGENT_LEAD_STEP, NORMAL_LEAD_STEP, APPROACH_TYPE, EXIT_TYPE, ENTY_ANGLE, EXIT_ANGLE, CUTCOM. I am doing an M14 x 1.5 thread with a .4 dia tool:
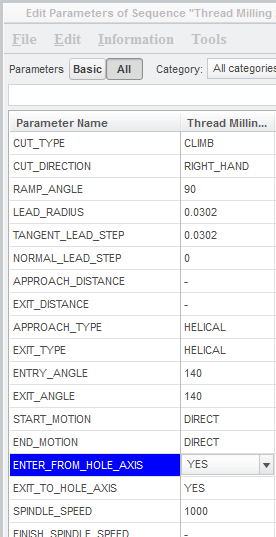
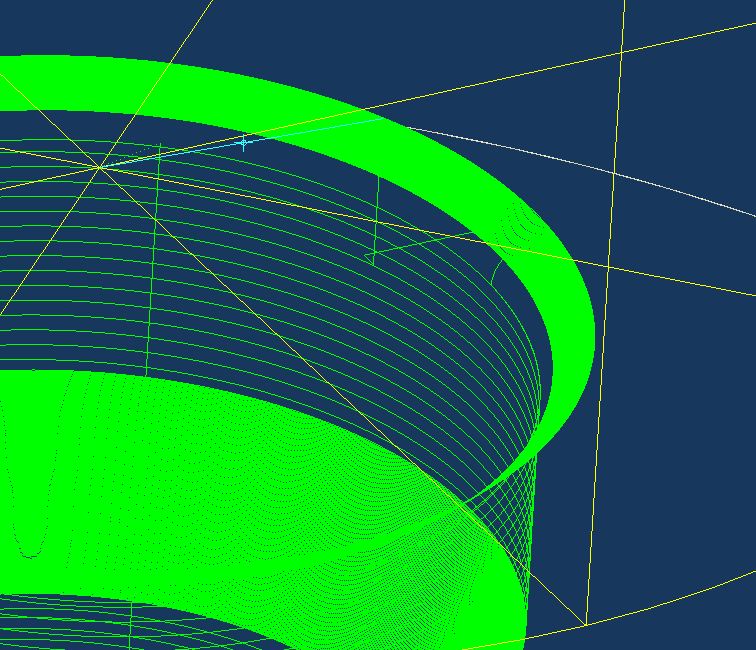
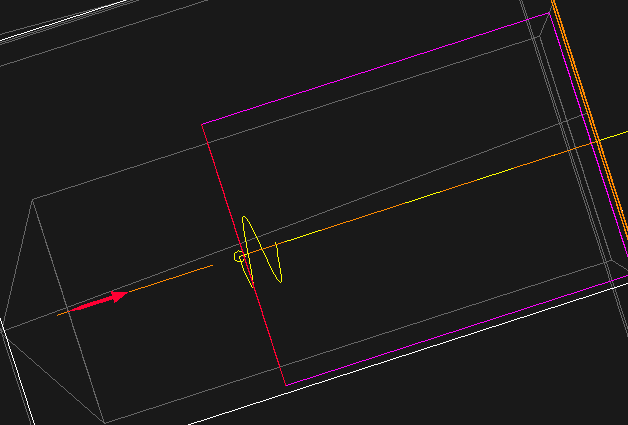
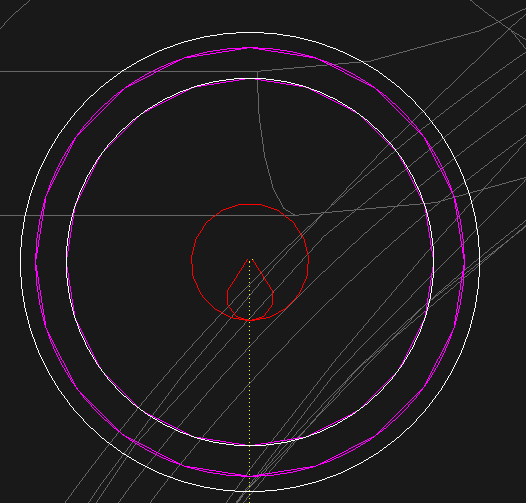
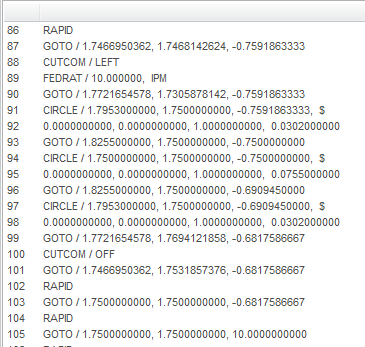
I like to have a tool path that starts in the center of the hole, turns dia comp on with a straight move, ramps into the cut, makes one complete circle, ramps out of the cut, does a straight move back to center turning dia comp off. I calculate LEAD_RADIUS and TANGENT_LEAD_STEP by taking this formula: “major dia – tool dia X .2” NORMAL_LEAD_STEP will always be 0. APPROACH_TYPE and EXIT_TYPE are HELICAL. ENTRY_ANGLE and EXIT_ANGLE are 140. And ENTER and EXIT from AXIS are YES. And of course CUTCOM must be ON. Here are a couple views of what this looks like:
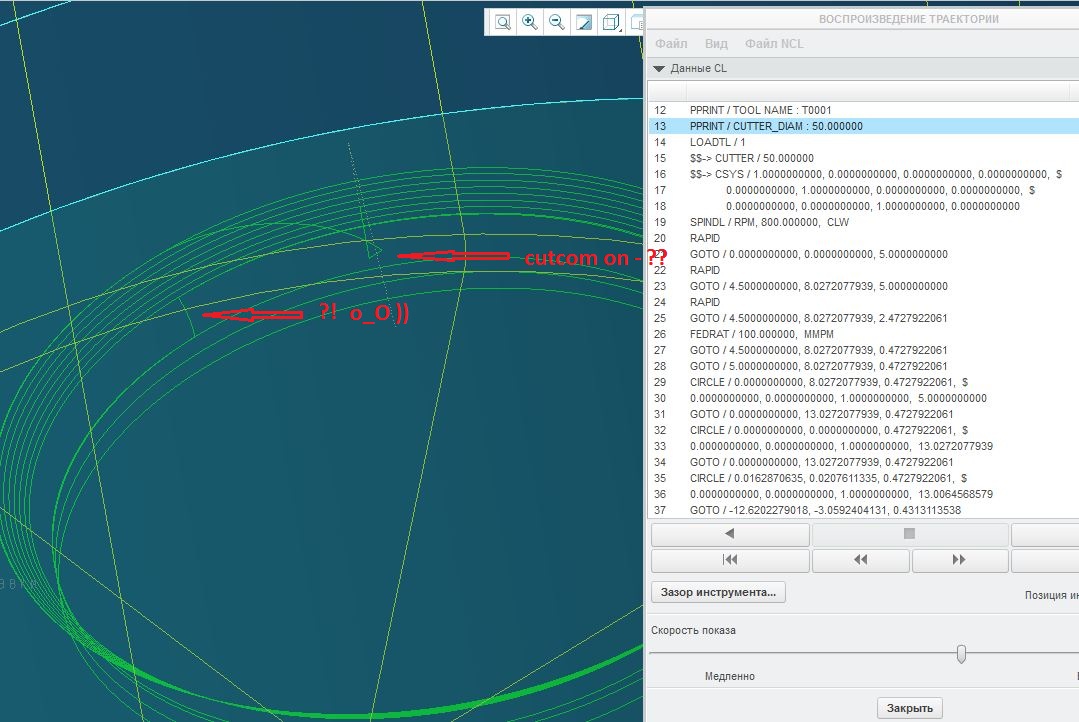
And here is the CL Data:
Feb 09, 2015
01:32 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 09, 2015
01:32 AM
Hello, Thom!
number of flutes(this is actually number of rows of cutting teeth) 
In this case you will have to set up a helical mill profile and it won’t be near as easy
thank you
I will do - will write
Announcements
Top Tags
