
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - You can change your system assigned username to something more personal in your community settings. X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- Haas 4th axis Post
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Haas 4th axis Post
Jul 06, 2011
02:29 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 06, 2011
02:29 PM
Haas 4th axis Post
Hello all,
I was wondering if anyone had a Haas 4th axis post that would be willing to share it.
Thanks
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
4 REPLIES 4
Jul 06, 2011
03:20 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 06, 2011
07:42 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 06, 2011
07:42 PM
Hi Brian,
Please find attached some MFG files (WF3.0 M250) to help you to deploy
your 4 axis PP.
I have made some changes in that original post from the link to make it
a 4 axis one. It works! J
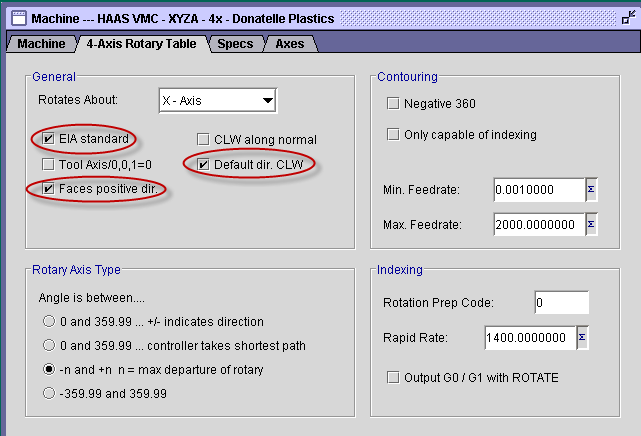
Eventually you may have to change the direction of the rotary. You can
change it on the dialogs shown below:
In the OFG (Option File Generator), I think that changing "Default dir.
CLW" is enough. The other settings usually don't need to be modified.
Please check GPOST context help to understand what they do. If your Haas
is set to use shortest moves, then you may have to change the PP as
well. This can be easily done through the OFG.
Make sure that your workcell settings are like shown below. If you
change the direction in GPOST, change it accordingly in the Workcell as
well.
Last but not least, I attached a video showing you the verified G-Code
using our NC Editor (Really good for Haas machines) and a MFG Template
with the original toolpath and the references for the Workcell settings.
I created this template quickly to exemplify how you should set your
workcell and coordinates systems/axes in a Hass VMC with a 4th rotary
around X. It does not have much features, but it's a starting point.
HTH
Daniel
From: Santos, Daniel (GE Oil & Gas)
Please find attached some MFG files (WF3.0 M250) to help you to deploy
your 4 axis PP.
I have made some changes in that original post from the link to make it
a 4 axis one. It works! J
Eventually you may have to change the direction of the rotary. You can
change it on the dialogs shown below:
In the OFG (Option File Generator), I think that changing "Default dir.
CLW" is enough. The other settings usually don't need to be modified.
Please check GPOST context help to understand what they do. If your Haas
is set to use shortest moves, then you may have to change the PP as
well. This can be easily done through the OFG.
Make sure that your workcell settings are like shown below. If you
change the direction in GPOST, change it accordingly in the Workcell as
well.
Last but not least, I attached a video showing you the verified G-Code
using our NC Editor (Really good for Haas machines) and a MFG Template
with the original toolpath and the references for the Workcell settings.
I created this template quickly to exemplify how you should set your
workcell and coordinates systems/axes in a Hass VMC with a 4th rotary
around X. It does not have much features, but it's a starting point.
HTH
Daniel
From: Santos, Daniel (GE Oil & Gas)
Jul 06, 2011
08:07 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 07, 2011
08:17 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 07, 2011
08:17 AM
Hi folks,
I woke up this morning kind of unconfortable because I did not simulate
the toolpath yesterday using a STL model in our NC-Editor backplotter...
L
Then I did it today and I realized that the toolpath was shifted in 90
degrees around A axis. The cause was that my previous version did not
have the check box shown below checked... I fixed it...
Now the PP will output the toolpath matching exactly the orientation
defined within Pro/NC.
Please consider the attached post and MFG template as a reference.
Thank you,
Daniel
I woke up this morning kind of unconfortable because I did not simulate
the toolpath yesterday using a STL model in our NC-Editor backplotter...
L
Then I did it today and I realized that the toolpath was shifted in 90
degrees around A axis. The cause was that my previous version did not
have the check box shown below checked... I fixed it...
Now the PP will output the toolpath matching exactly the orientation
defined within Pro/NC.
Please consider the attached post and MFG template as a reference.
Thank you,
Daniel

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}