
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- RE: How to set tool offset nember from a solid too...
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
How to set tool offset nember from a solid tool model
May 12, 2009
03:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
May 12, 2009
03:54 AM
How to set tool offset nember from a solid tool model
Hi all,
i'm having trouble trying to set up the tool offset number from a solid tool model of generic type "milling". i tried following parameters in the solid tool model:
tip_control_point
offset_numer
tip_offset_numer
tip1_offset
tool_offset_numer
None of these seem to set the tool offset number for a tools setup, the value stays empty.
If i input the offset numer by hand under the tools setup, into settings->offset numer or offset table->offset numer and then store the tpi, then the offset number is stored as register of tip1 like this
<toolsetuponworkcell>
<offsetdatacollection>
<offsetdata tip="1" comment="" offsetz="0.000000" register="3"/">
</offsetdatacollection>
</toolsetuponworkcell>
Does anyone know how to set the register from a solid tool model instead of inputting it by hand every time i reference the tool?
Any help greatly appreciated!
Thanks
DV
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
2 REPLIES 2
Jul 27, 2009
12:06 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 27, 2009
12:06 PM
Daniel, (Nice name BTW)
You can create a solid model with multiple tips and use it as a solid multiple tip tool in the Tool Setup dialog box. NC Manufacturing uses this solid model only for tool simulation and not for toolpath computation or degouging.
You must note the following while creating a solid multiple tip tool:
Multiple tip tools can have a minimum of 2 tips and maximum of 8 tips.
You must specify the number of tips in the NUM_OF_TIPS parameter and MULTI_TIP as the TOOL_TYPE parameter.
You must indicate each tool tip with a coordinate system with the corresponding tip number, such as TIP1, TIP2, TIP3, and so on.
You must also specify the tip diameter, tip angle, and tip height for each tip, as the value for the TIPx_DIAMETER, TIPx_ANGLE, TIPx_HEIGHT parameter names, respectively, where x is the tool tip number.
The height of the first tool tip must be zero.
For solid multiple tip tools, Pro/ENGINEER does not check whether the diameter of a given tool tip is greater than that of the previous tool tip.
I´ve been working quite a lot with solidtools. If you have any trouble, drop me a line and we can try to figure out your issue...
Regards,
Daniel Santos - Sr. NC Programmer / CAM Support
Liebherr Aerospace Brasil
Jul 30, 2009
10:56 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 30, 2009
10:56 AM
In Reply to Daniel Voehringer:
Hi all,
i'm having trouble trying to set up the tool offset number from a solid tool model of generic type "milling". i tried following parameters in the solid tool model:
tip_control_point
offset_numer
tip_offset_numer
tip1_offset
tool_offset_numer
None of these seem to set the tool offset number for a tools setup, the value stays empty.
If i input the offset numer by hand under the tools setup, into settings->offset numer or offset table->offset numer and then store the tpi, then the offset number is stored as register of tip1 like this
<toolsetuponworkcell>
<offsetdatacollection>
<offsetdata tip="1" comment="" offsetz="0.000000" register="3"/">
</offsetdatacollection>
</toolsetuponworkcell>
Does anyone know how to set the register from a solid tool model instead of inputting it by hand every time i reference the tool?
Any help greatly appreciated!
Thanks
DV
Daniel,I noticed that you are ending your parameter with _numer and not _number... is that right?
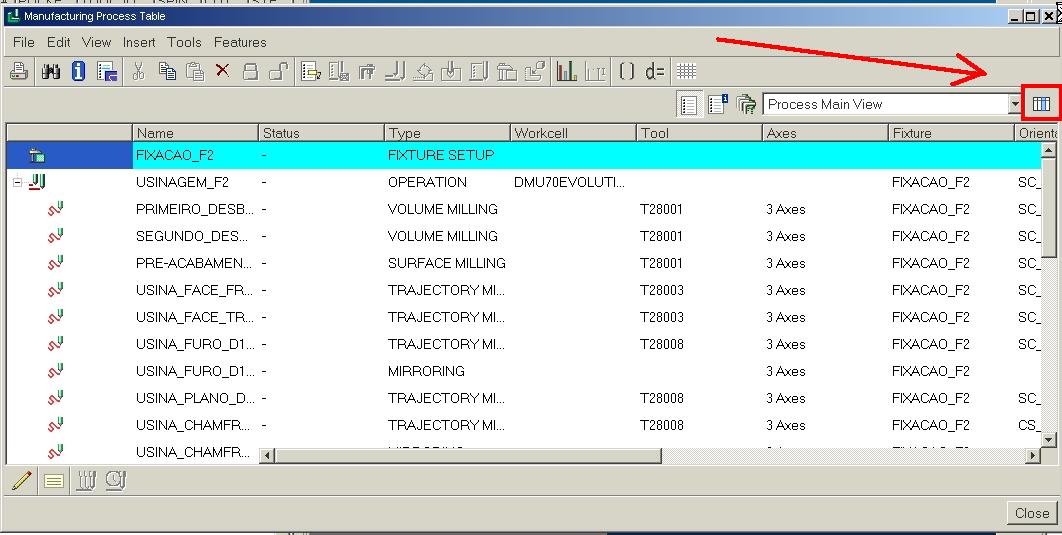
I just have an idea: Go to the process manager and check the correct names of the parameters of each TIP in the View Builder... Please see how in my screenshots (Attached) (If you want to work with "Multi-Tip Tools")
Anyway, I think that your problem has to do with the fact that youare trying to define multi-tip control points at the parameter level for "Milling" tools... and this will never work...parameters for each TIP are designed for "Multi-TIP" tools, not "Milling" ones...
What you have to do at the Solid model to control the TIP number from the NC-Sequence is to create coordinate systems at Solid model named as TIP1, TIP2, TIP3, TIP4 up to TIP8.
Notice that a coordinate system named TIP is equivalent to the CS TIP1. The Z axis of the these CS must match thetool Z axis and point into the model...
After defining the tool basic parameters at the part level (TOOL_COMMENT,CORNER_RADIUS,CUTTER_DIAM,FLUTE_LENGTH,LENGTH,NUM_OF_TEETH,POINT_ANGLE,SPINDLE_SENSE,TOOL_MATERIAL,TOOL_TYPE,VERICUT_TYPE) and creating the coordinates systems representing each TIP, in the model, you can change the TIP number in the nc-sequence parameters and Pro/NC will take you there...
HTH
Regards,
Daniel Santos - Sr. NC Programmer / CAM Support
Liebherr Aerospace Brasil

{kind=link}
{kind=link}
{kind=link}
{kind=link}