
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Want the oppurtunity to discuss enhancements to PTC products? Join a working group! X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- TRAJECTORY MILLING FEEDRATE
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
TRAJECTORY MILLING FEEDRATE
Jul 19, 2012
01:25 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 19, 2012
01:25 PM
TRAJECTORY MILLING FEEDRATE
hello guys
im having trouble with trajectory milling ,when i machine to a depth in more than one path,like if i was machining to a depth of 20mm but was taking cuts of 5mm on the z axis, on the first path the plunge feedrate would be what i had in the plunge feed parameter but every pass after that would plunge at the cut feed. this causes a problem as plunges too quick.
thanks for any help as this is giving me a headache.
i am using creo 2
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
8 REPLIES 8
Jul 19, 2012
02:19 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 19, 2012
02:19 PM
Michael,
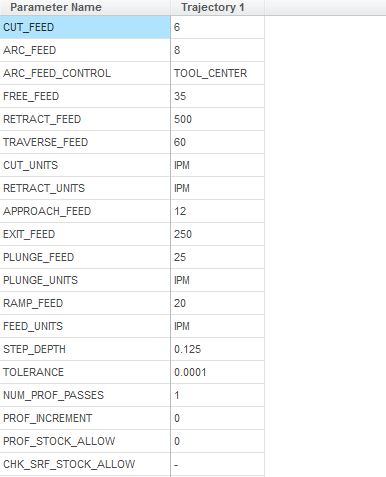
I had the same problem. What I found is If you look at the parameters there are three feeds that are for what appears to be the plunge. They are approach, Plunge, and Ramp. I have been setting all three with the same approach or plunge feed and it seems to behave itself when plunging. I haven't had time lately to test to see what each does so that is my solution for now maybe someone else knows what the difference is.
Jul 20, 2012
12:32 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 20, 2012
12:32 PM
wasnt sure if theres something in the post processor as its like a modal thing?
Jul 20, 2012
01:28 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 20, 2012
01:28 PM
Michael,
I don't think it's a modal thing or in the post. I think it's PTC giving us more control over feeds and tool path. I view that as a good thing for us! It allows us to control how the tool enters the path by slowing it down if we are plunging into material or at a more rapid feed if it plunges in air. So I like it, but it takes some getting used to if you are coming from WF3 or 4 where you only have the plunge feed so ramps approaches and plunges all ran at the same speed. You could set the 3 feeds to a standard feed rate in a site file if you wanted so that it would always be set if you don't like them at a fast rate.
Steve
Jul 20, 2012
03:33 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 20, 2012
03:33 PM
Thanks steve for your help will have a play tomorrow sounds like that could be the answer.
michael
Jul 23, 2012
02:06 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 23, 2012
02:06 PM
Michael,
I finally had a chance to actually test feed and rapids for trajectory milling. What I did was create a trajectory sequence then fill in the parameters with various feed numbers then do a play path with the CL data visible. If you try this it shows you what all the different feeds and rapids are.
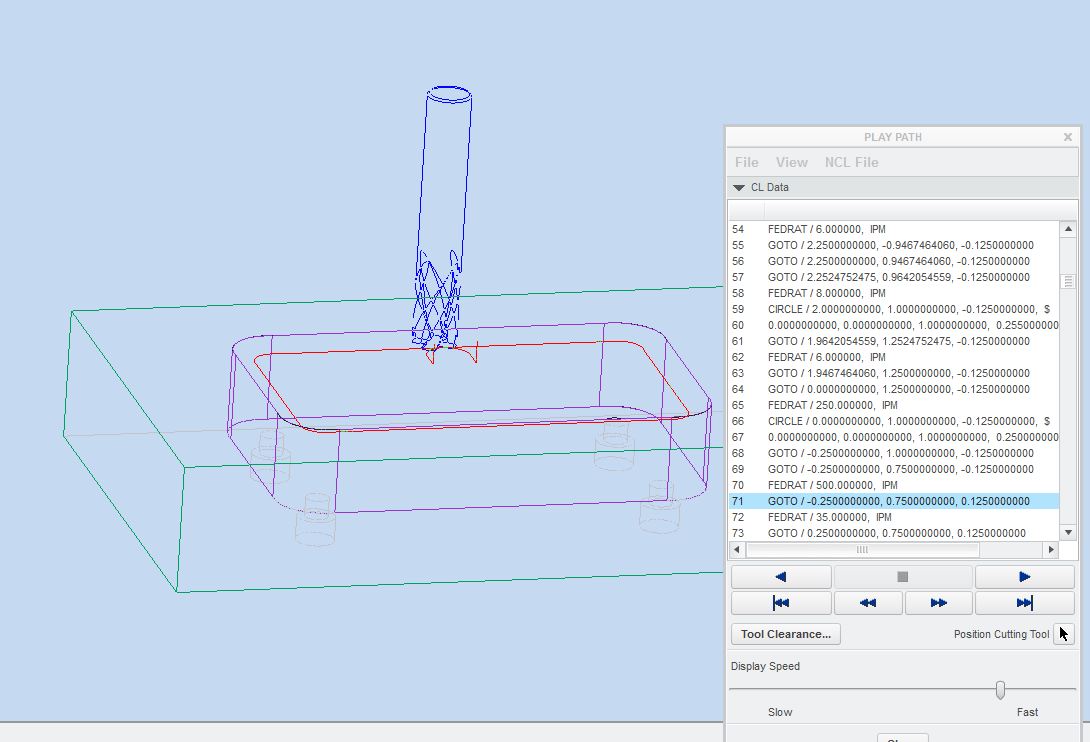
If you try this with different ramps and leadin leadouts it shows you how everything works pretty well
Steve
Jul 25, 2012
01:21 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 25, 2012
01:21 PM
thanks for your help steve have been putting the same feedrate in the aproach feed think thats helped.ive been using pro e for about 8 months and still learning.
michael
Jul 26, 2012
06:40 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 26, 2012
06:40 AM
Michael,
I started with ProMan at rev 18 and I am still learning. Thats what is nice about this place, some one is usually willing to help or answer a question you might have.
Steve
Jul 26, 2012
12:53 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jul 26, 2012
12:53 PM
Steve
looks like ive got a long way to go, i dont find it as daunting as when i first started , ive had a lot of invaluable help from this forum i find it very helpfull and friendly.
michael
