
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Visit the PTCooler (the community lounge) to get to know your fellow community members and check out some of Dale's Friday Humor posts! X
- Community
- Customer Success
- PTC University Training
- Tapping in Creo
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Tapping in Creo
Jan 26, 2015
11:31 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 26, 2015
11:31 AM
Tapping in Creo
I am having some trouble with tapping some parts. I am normally quite comfortable with threadmilling, but have done very little tapping because I am typically threading bigger holes. I am trying to tap a set of 10mm-1.5 pitch and 8mm-1.25 pitch holes. The holes go all the way through a 1" thick part which I would estimate to be around 38 HRc. The holes were predrilled to .335" (8.5mm) and .265" (6.75mm).
The posted tapping code for the 10mm-1.5 comes out like this:
T7
M6
T8
S60M3
G0X1.2303Y-2.1309
G43Z3.H7
G84X1.2303Y-2.1309Z-1.1787R.025P2000F90.
We tried to run it and the machine alarmed out and the tap broke. I am not sure what the Feed Rate of 90 is there for at the end of the G84 line. Does anyone see anything amiss or know of a tapping tutorial I could look at to see if there is something I am doing wrong? It seems pretty straight forward. The only other thing I've tapped in 3 years was a 1/4-20 in cast aluminum. That went fine, but it probably wouldn't have matter how fast that was going either.
Thanks!
Labels:
- Labels:
-
Other
9 REPLIES 9
Jan 26, 2015
11:43 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 26, 2015
11:43 AM
Matt,
I just tapped a bunch of 10-32 holes this morning here is what the code looks like.
T8
M6
S100M3
G00G90X-4.4125Y-3.95
G43Z.1H8
M135S100
G84G95G99X-4.4125Y-3.95Z-1.125R-.62F.0313
I think you are missing some info like the G95 which is the thread feed in inches per revolution in my case.
Fanuc control
Steve
Jan 26, 2015
12:02 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 26, 2015
12:02 PM
Steve,
This is an English unit mfg session, but these features of the part happen to be metric. I have the thread feed parameter set at 1.5 MMPR. Maybe the English/Metric hybrid is an issue?
Jan 26, 2015
12:05 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 26, 2015
12:05 PM
Matt,
I think you need the G95 in the G84 line is what I was pointing out for the feed not to read ipm or mmpm
Jan 26, 2015
12:26 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 26, 2015
12:26 PM
Steve,
I see what you mean about the missing G95. I just can't figure out what parameter to set in Creo's interface to make it put a G95 in the post. I could put it in manually, but there must be something here that I am just not familiar with in the interface.
I guess that we'll be hand tapping these for now, but I sure wouldn't mind gaining something from it.
Thanks,
Matt
Jan 26, 2015
12:37 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 26, 2015
12:37 PM
Matt,
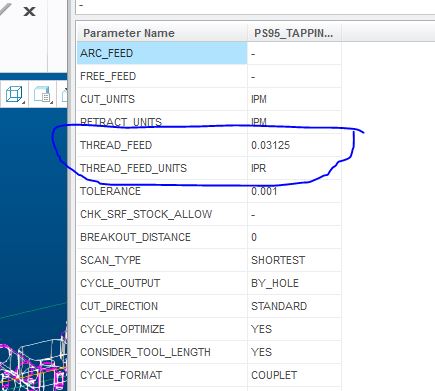
Set it in tool setup as well as parameters. It took me a while to figure it out too.There are MMPR settings in there also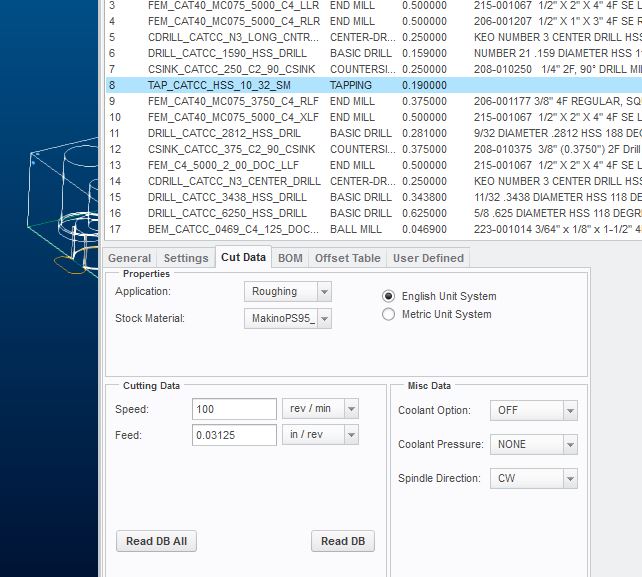
Hope this helps.
Steve
Jan 27, 2015
09:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 27, 2015
09:54 AM
Steve,
I did see those areas in the tool set up, but left them be yesterday. Today I changed them and the post still came out the same as it did, so I don't think that was the issue.
I just now converted all the metric numbers to english and reposted. The line now comes out with a feed rate of 2 rather than 90 like it was at first. There is still not a G95 in the line, but I looked at some 3/8-16 we did a few months ago and those didn't have it either but worked fine. My guess is that the new post would work without the G95, but they've hand tapped most of this overnight so it's not likely I will find out soon. We have Fanuc Pro 5 controllers on Makino mills.
I am thinking that the system doesn't work for tapping metric holes in an english mfg environment unless you do the conversion by hand when you set it up.
Thanks for your help!
Matt
Jan 27, 2015
10:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 27, 2015
10:14 AM
Matt,
The code I showed you was posted for Our Makino PS95. We have a Makino with the Pro 5 Control but It is an E33 with a 40,000 rpm spindle (mainly graphite and hardmilling) so we don't tap any holes with that so I can't help with the post or conversion issues.
I have tapped metric holes before with the PS95 but I don't have time right now to test it or look up what I did previously. I might have done the conversion for the feed I really don't recall, but when I get a chance I will look.
Steve
Jan 27, 2015
12:30 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 27, 2015
12:30 PM
Hey guys,
I believe this is a gpost problem. I think you have to have a section in your FIL to tell it how to convert the MMPR to IPR. When I tap a Metric hole I convert the pitch to english and set it as IPR. M4 x .7 = .02756 ipr.
As for the G95 and G94 for tapping. On our Haas machines I use IPM so I didn't have to add anything to the post. But on our Makino A55's we use ipr so I had to create a FIL section to get this to work. They also need an M135 S#### on the line right before the G84 so that required FIL work as well. I was shocked that there weren't radio buttons on the Option File Generator side of Gpost to control the output.
Jan 27, 2015
12:56 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 27, 2015
12:56 PM
Jason,
If you look at the few lines of code I posted I have the M135 in there but I don't recall what it is for? Maybe you need the M135 and the G95 for IPR feed? been quite a while since I have looked at my Post processor so I could have the fil set for tapping. I believe I remember doing the conversion for metric like you have in your post. I rarely do metric threads so I can't imagine that I would do anything other than the conversion.like you have.
Steve

