
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - If community subscription notifications are filling up your inbox you can set up a daily digest and get all your notifications in a single email. X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- PTC Creo Lathe turning with diameter g-code output
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
PTC Creo Lathe turning with diameter g-code output
Dec 03, 2016
08:10 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 03, 2016
08:10 PM
PTC Creo Lathe turning with diameter g-code output
Hi Folks,
I am have an inconvenient issue using Creo Manufacturing to output lathe code to use on our Haas Lathe. Typically we keep our Haas TL1 lathe in diameter programming mode - this is the easiest to use with the conversational programming available on it. When outputting g-code from Creo, it is in radius programming. I have not been able to find a setting in Creo that would allow us to use diameters in place of radii.
The work-around that we use is changing the lathe parameters from diameter to radius (diam prog - 0). This works, but is inconvenient because it has to be switched back and forth depending on what type of code we want to run (conversational or CAM). If there was a way to fix it at the software level, that would be great.
Let me know if you have any idea.
Thanks.
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
3 REPLIES 3
Dec 05, 2016
06:44 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 05, 2016
06:44 AM
Is there a way to change the mode in the g-code? I've not ever had the pleasure (?) of programming an NC lathe, but a quick search shows that "G190" is a common g-code to switch to radius mode, while "G191" switches to diameter mode. Thus, at the start of the program you switch into radius mode, then at the end of the program switch back to diameter mode. You'll just need to check into your particular controller to verify what the codes are, if it has them.
As for how to implement this, it might be possible with the post-processor configuration utility, or if not, you might have to do a little bit of FIL code editing.
Dec 05, 2016
06:12 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 05, 2016
06:12 PM
I would open your NC post processor and change PLABEL 51 to diameter. It may be set to radius.

Dec 09, 2016
10:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 09, 2016
10:14 AM
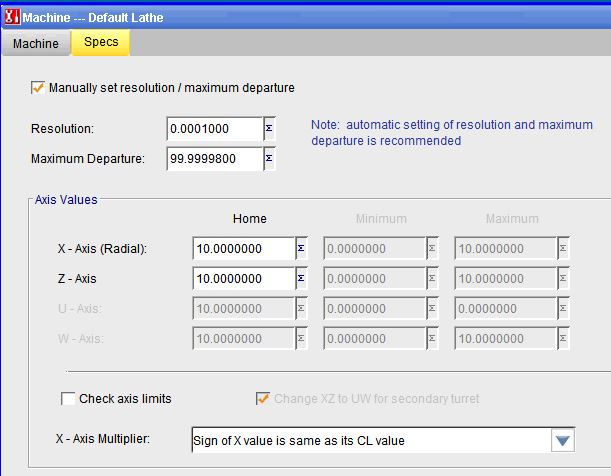
The setting Paul is talking about is not the right one. You can change the post output to diameter on the Machine Tool Type -> Specs page where it says X - Axis Multiplier...
Fred




