
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Your Friends List is a way to easily have access to the community members that you interact with the most! X
- Community
- Creo+ and Creo Parametric
- Analysis
- Modeling a globoidal cam
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Modeling a globoidal cam
Dec 28, 2014
07:36 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 28, 2014
07:36 AM
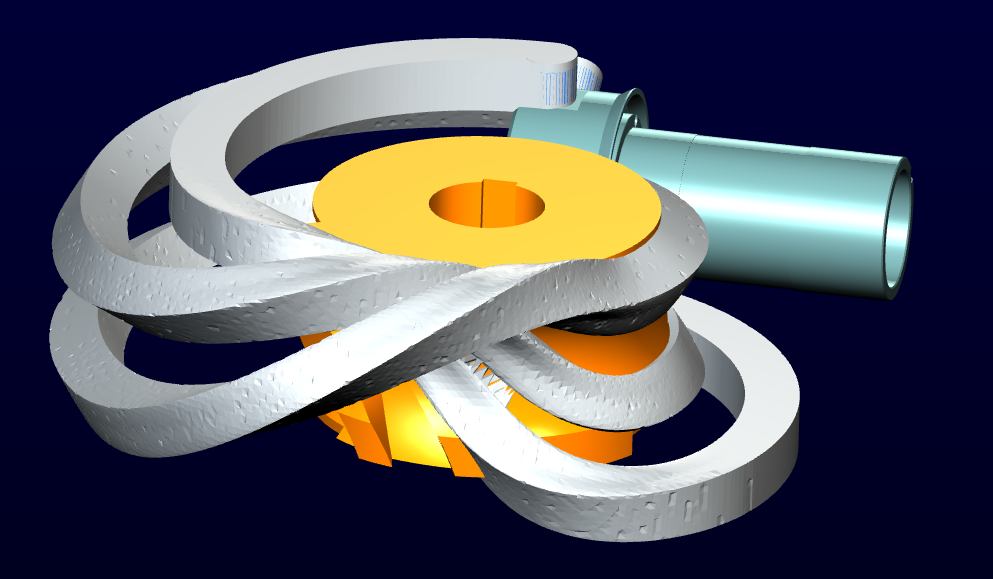
Modeling a globoidal cam
Hi all,
what I'm trying to do is the same cam you can see in this youtube video.
I have the motion law I want to assign to the rotation of the tower in function of the rotation of the cam.
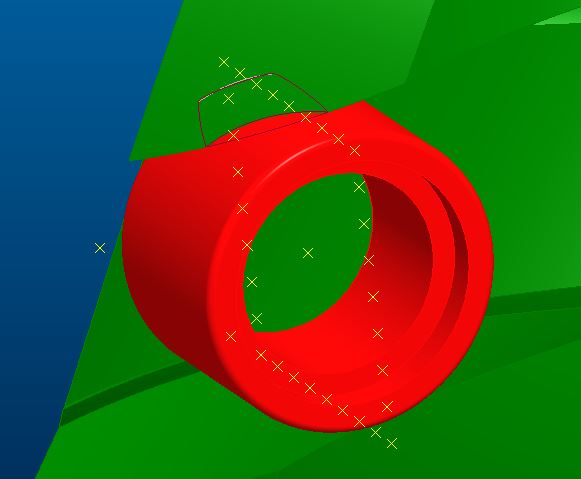
In Mechanism environment, I've made the trace curves of some points of the roller that I've used to cut the cam with surfaces or variable section sweep.
For now, I've tried only one roller cut (three in total).
The cut was decent but there were points where I have interpenetration between cam and roller; especially at the start and the end of the cut.

So I've thinked that I had to rotate the plane of the roller where I've put the points for the trace curves. The situation was better but the motion law I've assigned to the roller was random: a sinusoidal law, as the main one, that at the half reverses the direction (otherwise the cut plane too on itself).
But, which is the right motion law to assign to the cut plane of the roller?
How would you have done?
Would you know tell me where can I find more detailed informations about this kind of 3D modeling?
I searched on the web, but I've not found nothing if not videos like what I've attached where, however, you can't see HOW to do it.
Thanks.
Bye
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Solved! Go to Solution.
Labels:
- Labels:
-
General
ACCEPTED SOLUTION
Accepted Solutions
Jan 08, 2015
11:01 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
11:01 AM
http://communities.ptc.com/videos/5576
Remaining in PTC ambit, I am practical with MathCad 15 and Creo 2; but I don't understand this what has to do with the main argument.
Regards
59 REPLIES 59
Dec 28, 2014
01:37 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 28, 2014
01:37 PM
It is very problematic creating features such as this accurately. You can confirm this by patterning the revolved shape of the tool along the path. You will see that often, the profile is different.
This is much the same a gear hob. The helix on the hob are flat yet the result is an involute.
Try creating a centerline spline through the profile. Place a point along that curve. Now pattern that point along that curve. Then set the 1st point to along=0. Create a revolve cut the diameter of the groove width. Use the point pattern to pattern the cut. If all went well, the pattern will follow the normal of the spline which also follows the normal of how it was created.
Dec 28, 2014
04:45 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 28, 2014
04:45 PM
I have attached an example of why there is a difference.

This is a comparison with the cutting tool patterned through the groove.
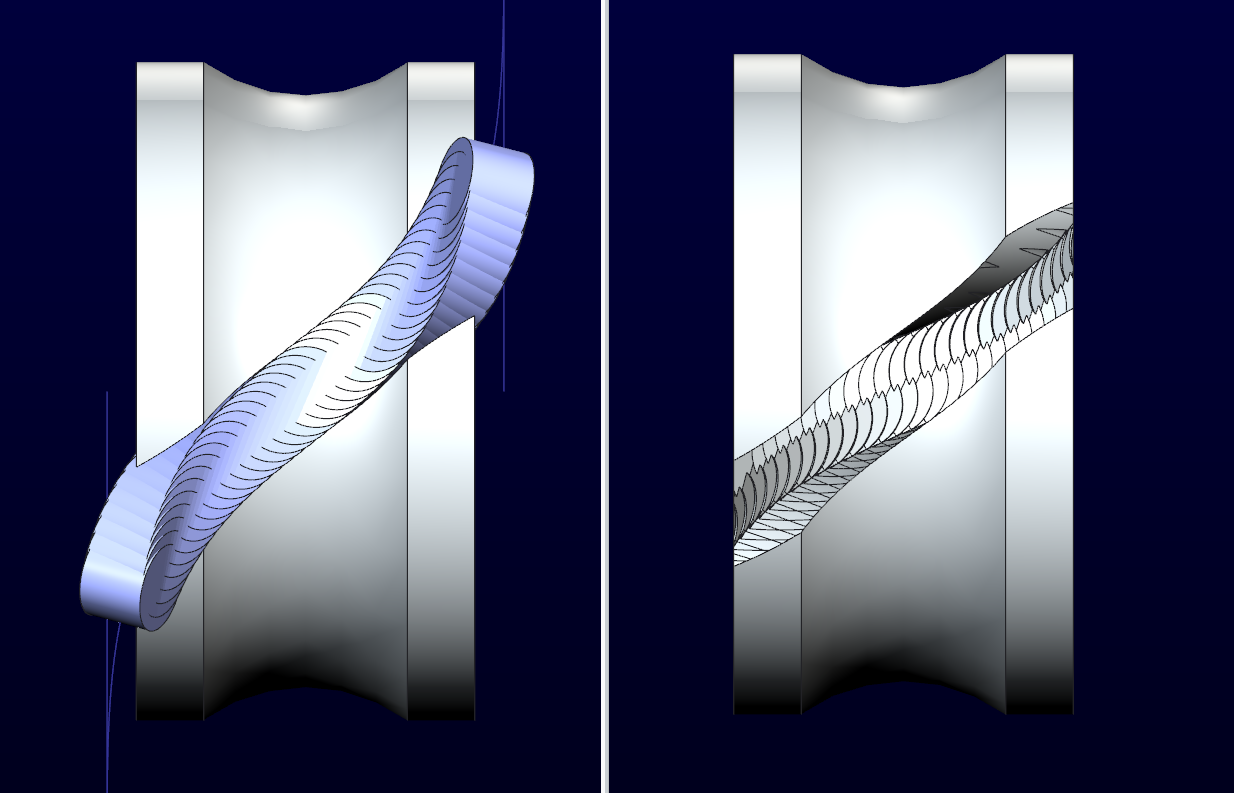
You would have to shape your sweep to make sure you fully remove any interfering material in the cam.
Since this is often critical in the machining operation, you would have to specify the tool path and the cutter diameter to ensure conformance. You will require a small amount of clearance from your guide bearing so it can rotate. It is unfortunate that this is not easy to model correctly as it would be machined. I have been fighting this shortcoming for quite some time in Creo.
Typically we can define the requirements but not adequately represent this in CAD. Milling on a cylinder is just not as cut and dry as many believe. What's worse is that often the feature will fail in the way I have defined this due to accuracy issues. And with Creo 2.0 M040 or earlier, patterns like this fail at random intervals. I am fortunate that this one held up as good as it did.
Dec 28, 2014
07:24 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 28, 2014
07:24 PM
Hi Antonius,
in the file "cam_challenge_1_patterned", how can I cut off the material as you have shown us in you precedent picture?
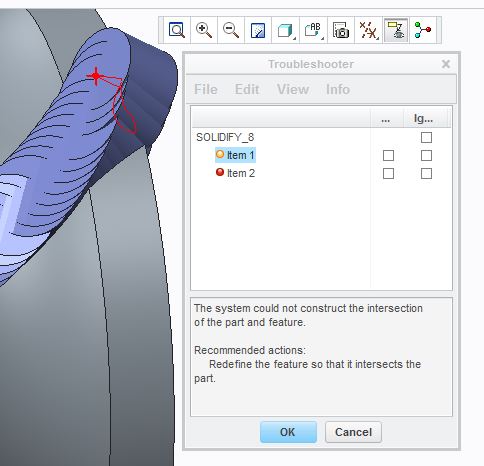
I have to solidify (cut) each revolve feature of the pattern?
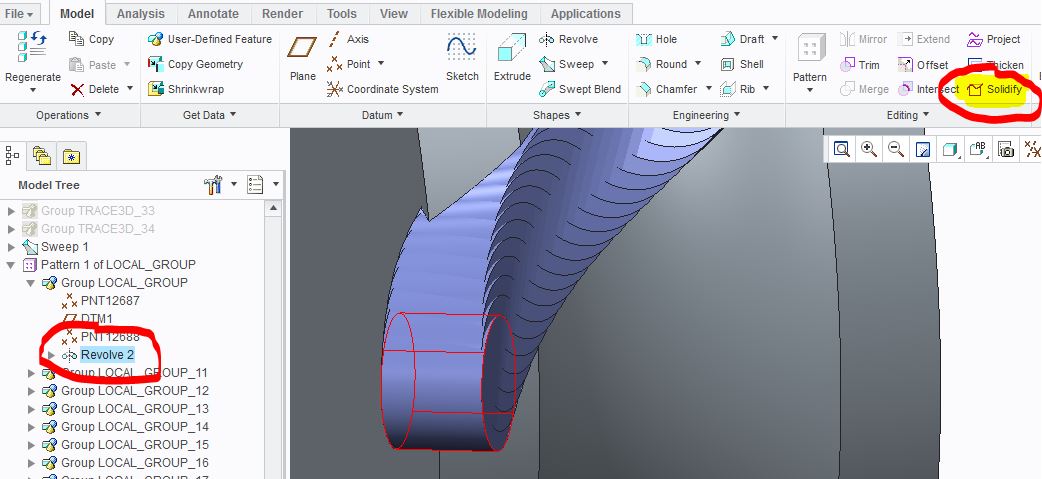
In this case some of these fails.
It is what you talked before?
Dec 28, 2014
08:20 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Dec 28, 2014
08:20 PM
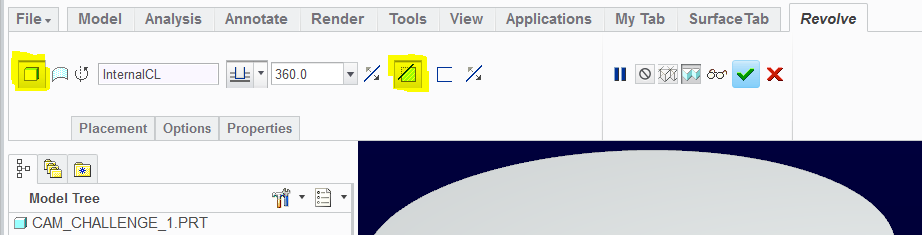
Just edit definition on the 1st instance of the revolve. Change it to "solid cut". All the patterned instances will follow.
Jan 07, 2015
07:06 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 07, 2015
07:06 AM
hello brother Giulio Fraulini how you take a trace curve....can u upload ur creo file where u make a trace curve,,,,i am facing problem regarding same thing...i want to make globoidal cam....but dont know how to model it,,,,can u please help me rrrregarding it.. please check image..this is what i want to make,,...
thanks
asif
Jan 07, 2015
12:03 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 07, 2015
12:03 PM
These are great mechanisms. Thanks for posting the images.
If you know how to make trace curves, the trick is making the second motion object the "paper" (selection in the top of the trace curve dialog), and setting the output to 3D. Therefore, I pick a point on the roller bearing and I select the cam as the paper space. That will create the curve in the cam component.
Remember that you need the motion and the analysis complete so you can select it as the basis of the curve.
If you still cannot get it, I will upload the files later today as I am heading out the door right now.
Jan 07, 2015
09:27 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
09:11 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
09:11 AM
Dear Antonius Dirriwachter...
thanks for this video.....and ur time....but if u see my model file...i am confouse that how much servo motor i have to attach with this assemble.....and how i control the motor to match the orignal working condition of this cam mechanism....i only just know that this is 8 ststion type dividing mechanism with some delay time during the neutral are of cam..i realy want to match the original working condition with my model...and after that i am able to make a trace curve for further modeling.....pleaseeee...if u still not check my file..please check it for better understanding of ervery person problem who want to make this type of camm...
regards
asif
Jan 08, 2015
12:50 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
12:50 PM
Asif, generating the desired motion profile is a separate discussion.
There are several ways this can be done based on a simple x-y graph of the desired profile.
Profiles that use sinusoidal profiles are easier to program.
Jan 08, 2015
02:34 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
02:34 PM
Asif, this may help a little in defining motion with custom servo motion rather than tables...
Radial Ball Bearing: Checking your mechanism links
and some more here... see the WF 2 link in comments...
Jan 08, 2015
07:01 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
07:01 PM
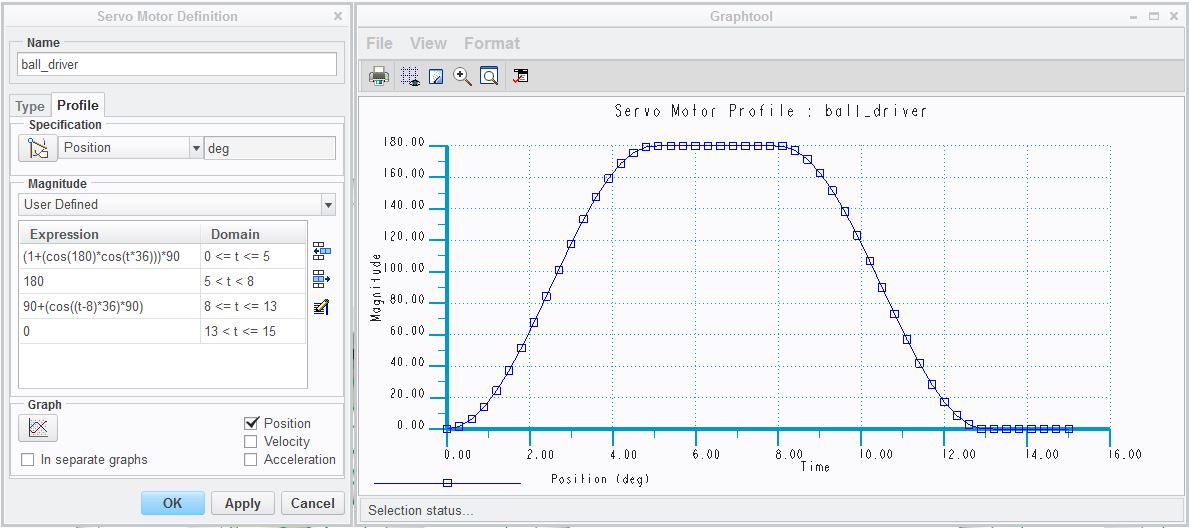
For anyone interested, I attached a Creo 2.0 version of the video file. Just run the mechanism analysis to get the motion and play with the motion profiles and such. The drive servo motor is the default 10 second ramp and the driven motor is user defined for the 8 seconds of dwell and 2 seconds of motion (cosine*180).
I simplified the sweep by using thicken with center offset from a surface ribbon following 3 trace curves.
I did not do a lot with the interference issue here other than to provide some feature to either minimize it or just have a default clearance to account for it. Again, if you tell a machine shop the motion you need, they know what to do with that.
The idea of this part is that if you were to 3D print it, it would function.
Jan 08, 2015
06:34 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
06:34 AM
Hi all,
Antonius has preceded me with the post of a video.
I found the manner to better draw this cam and I want to make a video tutorial.
Unfortunately, in this days I had not much free time, furthermore I'm not practical with software for screen video.
Just I'll be ready, I'll post what I've done with some references.
Jan 08, 2015
09:17 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
09:17 AM
respected Giulio fraulini..thanks for ur concern over my problem...i waiting ur tutorial....and also which software u r practical with???
regards
asif
Jan 08, 2015
11:01 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
11:01 AM
http://communities.ptc.com/videos/5576
Remaining in PTC ambit, I am practical with MathCad 15 and Creo 2; but I don't understand this what has to do with the main argument.
Regards
Jan 08, 2015
12:47 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
12:47 PM
Thank you for the video, Giulio.
I have a question regarding the cylindrical cutting too. How are you accounting for the difference?
Maybe I missed it in the video, but I am trying to understand alternatives to pattering the cutting tool.
Jan 08, 2015
02:13 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 08, 2015
02:13 PM
I suspect there is a problem with your measurement analysis for clearance. If you are checking clearance in the same locations as the trace curve, then yes, you will have zero clearance. If you check clearance globally (collision), you will see this before and after the current position. This is what I was trying to show you in the 3rd post.
Along the radial position, this is not an issue. Only along the z-movement (helical movement) of the rollers is where this becomes prevalent. This is easy to check. In the groove, Create an axis between the 1st two trace curves at ratio 0.5. create a plane and revolve cut of what would be your roller bearing profile (including depth). You will find that there is material being cut with this operation, before and after the position of the measurement done with the analysis.
I only say this because in practice, if the part is being machined using a cutter the same diameter as the bearing (with clearance of course), this anomaly would be averted due to the motion of the mill and lathe. But if the is done with a cutter that is smaller with a number of passes, and you are concerned with minimal and consistent clearances, you will have to account for this. If the parts will be processed using a rapid prototype method where conventional tooling is not used, your cam will bind.
Generally, the sweep method and the boundary blends will generate the same profiles. You actually only need two trace curves for the sweep. You can compensate for the issue I raise with making the cut deeper (obviously) and wider to make sure that cut with the patterned cuts is fully cleared. If you want to make sure that your model is 100% accurate, and you want to manage a minimal clearance along the entire path, you have a lot more work to do. With a sweep profile, you can make a variable sweep that follows additional curves. created from known points along the path. These are the points where the patterned revolve cuts removed material.
-Most- of us do not need to be concerned with this as learned craftsman already know about this phenomena. But if you have to analyze a failure or some unexpected anomaly when you build your parts, maybe this discussion will give you some insight as to what might have happened.
Jan 09, 2015
08:33 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 09, 2015
08:33 AM
I check clearance between parts, and not in the same locations as the trace curve.
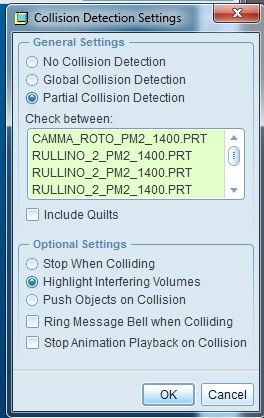
In "partial collision detection" check in playback tab, inside mechanism environment, nothing enter into collision.
I attached a pdf file that explains the question.
Also the measure feature checks that there aren't compenetration (as I showed in the video into the ppt file). Naturally, you have to stare that inside mechanism, where it does the verification over all the time.
Jan 09, 2015
11:40 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 09, 2015
11:40 AM
Interesting. I will have to review this. I am finding all kinds of deviations depending on the method used.
Thanks for posting.
Jan 09, 2015
10:12 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 09, 2015
10:12 AM
Interesting, it's like a 90deg version of a Geneva drive.....
https://www.youtube.com/watch?v=HQr4P5WMA-w
Unfortunately, we cannot do solid-body sweeps. That is ONE big area where Solidworks actually has an advantage. This capability is LONG overdue. PTC, are you listening????
Jan 09, 2015
12:09 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 09, 2015
12:09 PM
We do have motion envelopes which is what SW does. They seems to still be very crude. It also doesn't use the "paper part" method of trace curves. If the two were united, then you might have something.
Overall, this is indeed an interesting subject. I overlayed a swept solid to a thickened solid and ended up with wildly different shapes. One of the major issues here is one that is compounded by the significant difference between the normals of the inside and outside curves. Sweeps can only utilize one. With the reversal, other sweep methods have to be broken up or it will fail. It is yet another mobius problem.
Jan 09, 2015
06:33 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 09, 2015
06:33 PM
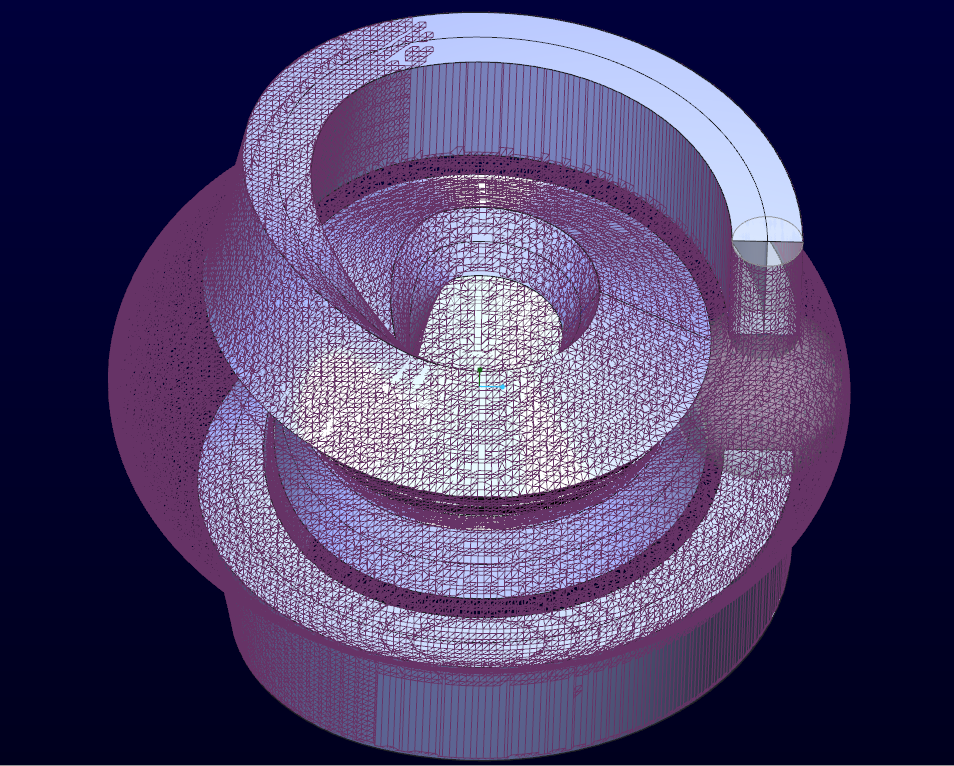
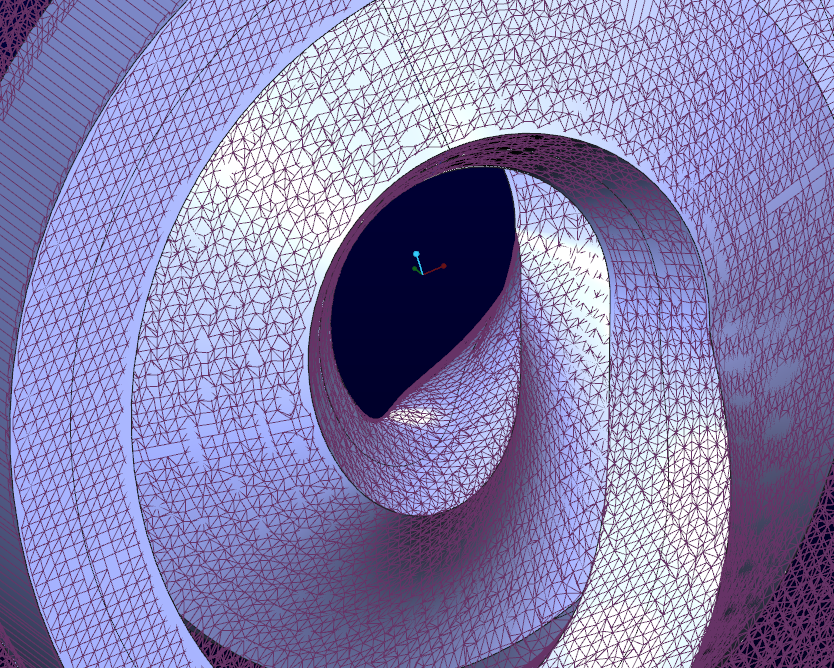
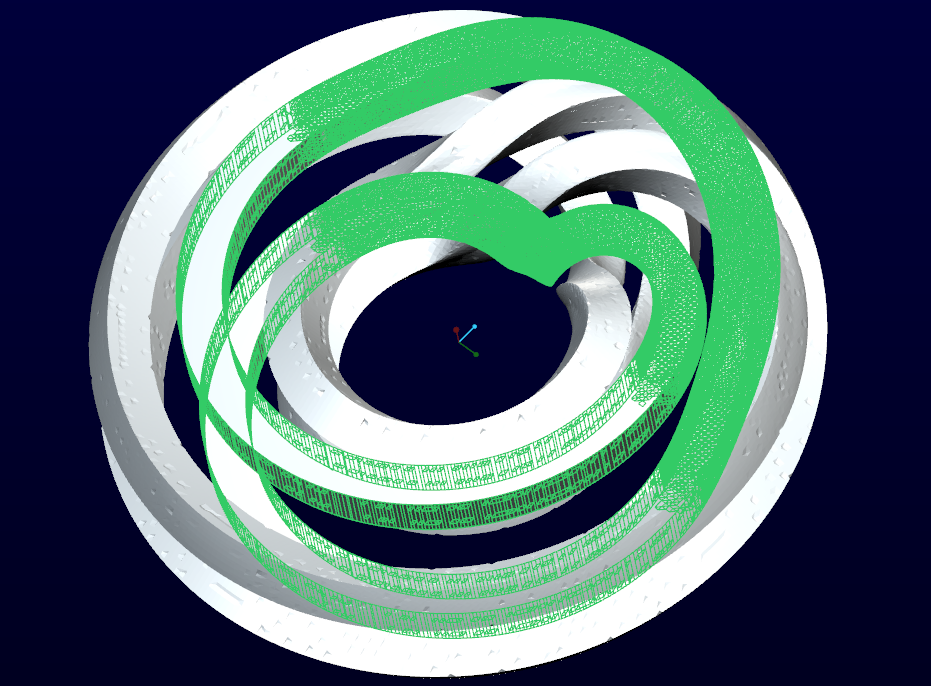
This is the motion envelope for the cam. 112,000 polygons and nearly 30Mb.
Enough to bring my computer to its knees.
In order to get the motion, you have to plan on being able to move the entire mechanism.
And talk about mobius,,,

I suddenly have a hankerin' for a softserve 
Jan 12, 2015
03:25 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 12, 2015
03:25 PM
Oh man, nice!
I actually had some thoughts on that this weekend. When I get some time I'm going to play with it. Reminds me of playing with AotuCAD in the early/mid '90's and patterning boolean cuts like that. Ouch.....
Jan 12, 2015
05:18 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 12, 2015
05:18 PM
Here it is my files.
I hope that they could explain well what I've done.
Jan 12, 2015
08:51 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 12, 2015
08:51 PM
With the envelope generation, I can create a very close surface on the inner and outer faces. The problem is the face that counts; where the bearing rolls. It is an involute face.
I will have a look at your file to see what may be resolving inherent issues. It is sort of amazing that it requires a study to solve what is actually simple in real life. But with rapid prototyping on the rise, our software should be able to "easily" recreate real world machining operations.
Below is what I know is accurate, but "facetted". And with Creo 2 M040, patterns are still buggy.
This has been my long time solution to such problems.

Jan 12, 2015
11:19 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 12, 2015
11:19 PM
Giulio, thanks for being so persistent with me and providing this file.
I confirmed your findings against the known validation model above.
Indeed, the surface offset method for the walls where the rollers ride creates an accurate roller surface.
The initial sweep based on the two trace curves are all that were required. This appears the only valid sweep as all others seem to deviate due to a twisting action in the trajectory.
I used the offset on the file above and it came out identical (within the graphic limits, obviously).
I then went back to the envelope model I was working with for validation. The offset surfaces from a center sweep did much better than all the sweeps and blends I was able to throw at it.
I also compared the offset to the thicken and when it does not fail, they are also identical. This means that asm0066 above should also be correct (I will review again).
The only difference I found with the envelope model was the bottom of the milling operation. The boundary blend is an approximation. This is no big deal as this is not a functional feature. Just be aware that if milled, it will be somewhat different. I conformed this with a revolve of the mill in the bottom of your cam.
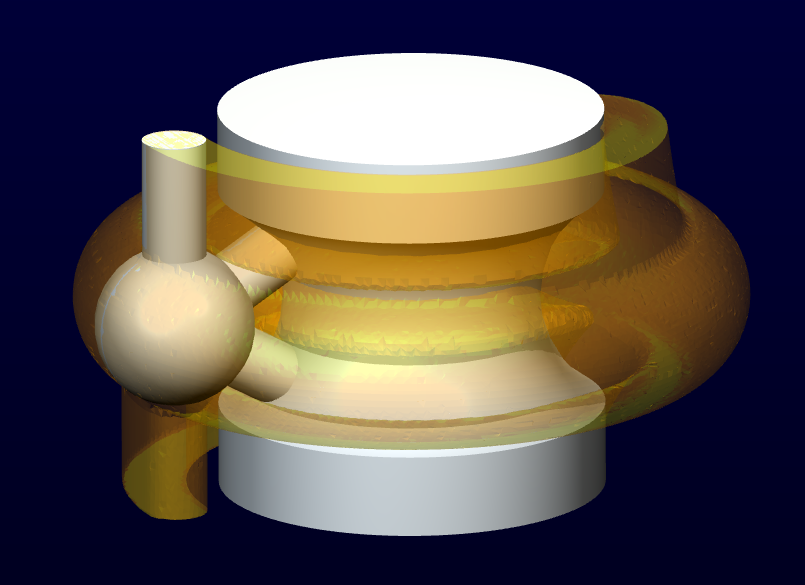
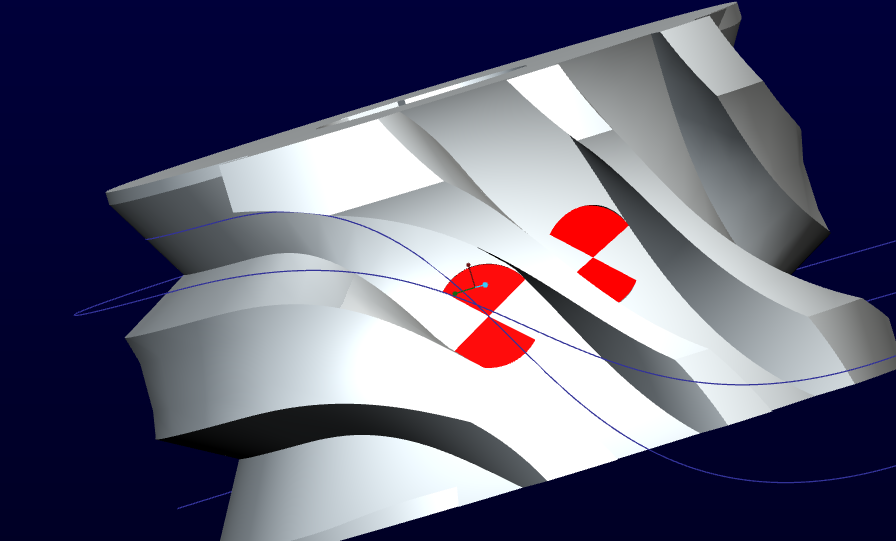
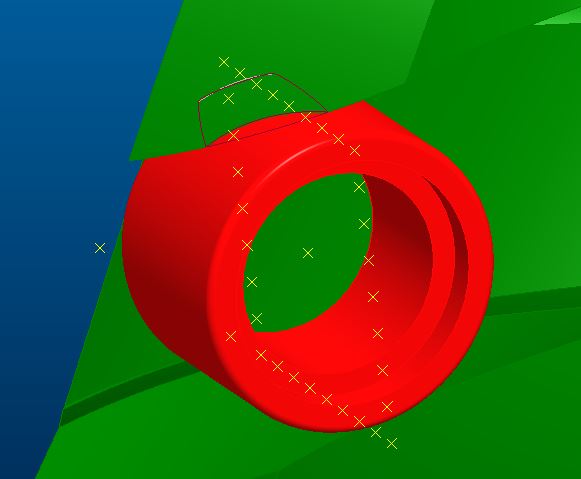
This is the overlay. Very good conformance on the cam surfaces. I could not achieve this with sweeps or boundary blends.
.
Boundary blend approximation of actual bottom milled surface...
This is the difference with the shaded envelope...
This is the mill shape in the bottom of your cam..
What is nice is that this image shows the tangency between the mill bit cylinder and the offset walls.
I will see if I can make a motion envelope of you device.
Great work, Giulio! Thank you again for sharing.
Jan 13, 2015
03:15 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 13, 2015
03:15 PM
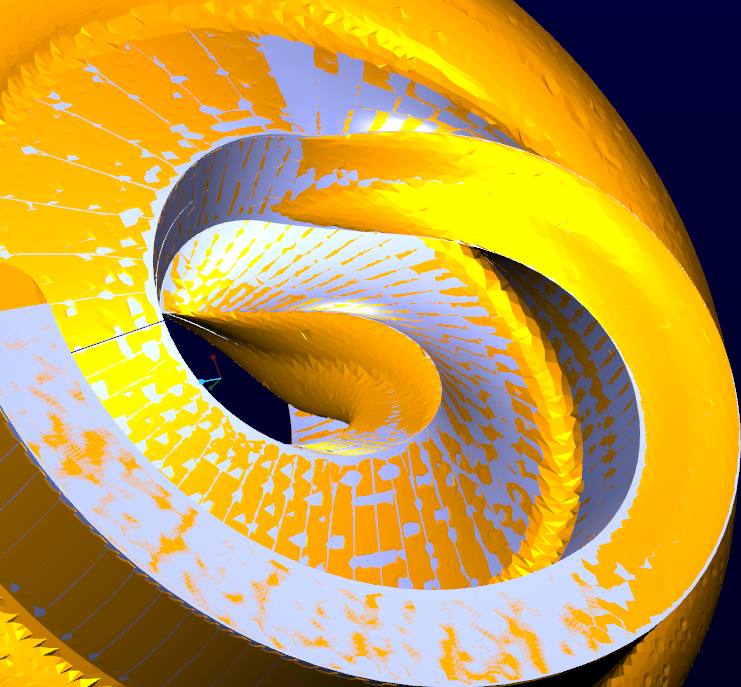
I reworked your file to get the rollers to generate an envelope. Since I cannot work with skeletons, and since PTC found it "useful" to lock the 1st placed components locked to "default"... I had to replace the skeleton part with a pin-constrained reference part. Fortunately, all the motion features were preserved. I did not have to redefine any of the motors. I simple applied a gear connection to my replacement "skeleton" and the action was "reversed".
The envelope model was generated at the max resolution of "10".
Jan 13, 2015
05:28 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 13, 2015
05:28 PM
Wow, your PC must HATE you for this one! 
Jan 13, 2015
07:49 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 13, 2015
07:49 PM
It is actually not too bad on the CPU. But I did run into a bug in the selection process.
There doesn't seem to be any way to tighten up the coarseness.
Nice thing is that selecting two opposite ends on this mechanism will create a closed loop.
By making it an assembly with 3 envelopes, it removed some of the artifacts.
Jan 13, 2015
08:28 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 13, 2015
08:28 PM
Giulio; I found GRAPH_1 in your assembly model. What was that used for?
Announcements




Top Tags

{kind=link}
{kind=link}
{kind=link}