
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Your Friends List is a way to easily have access to the community members that you interact with the most! X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- Dimension Rounding in Creo 2
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Dimension Rounding in Creo 2
Oct 30, 2012
04:59 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 30, 2012
04:59 PM
Dimension Rounding in Creo 2
I'm coming from Wildfire 4, so I guess I may have zoned out on previous discussions about this issue.
I've played around a bit in Creo 2, I'm not sure I would call what I'm seeing an enhancement. We work on some highly accurate parts, it not uncommon to use 4 digits in inches and 3 digits in millimeters.
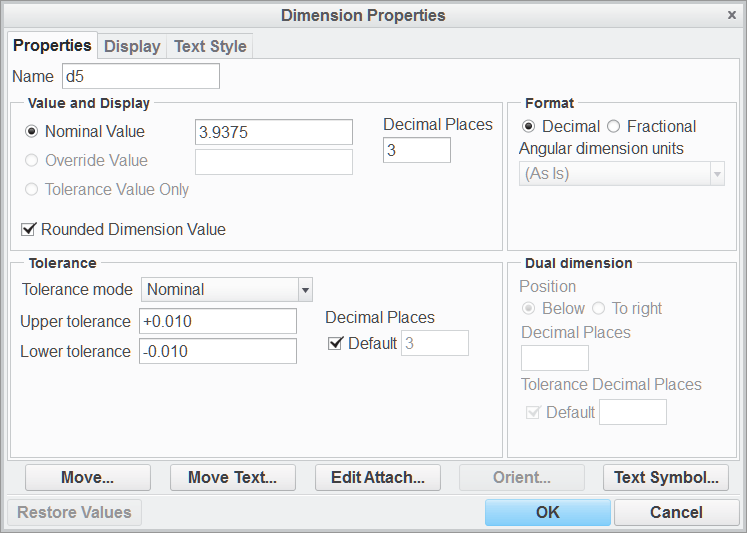
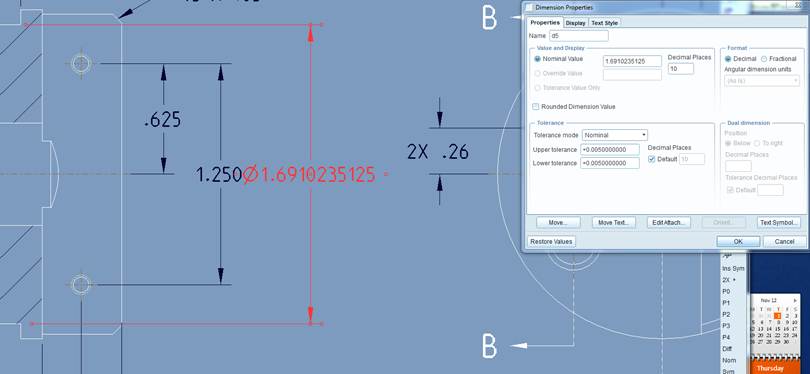
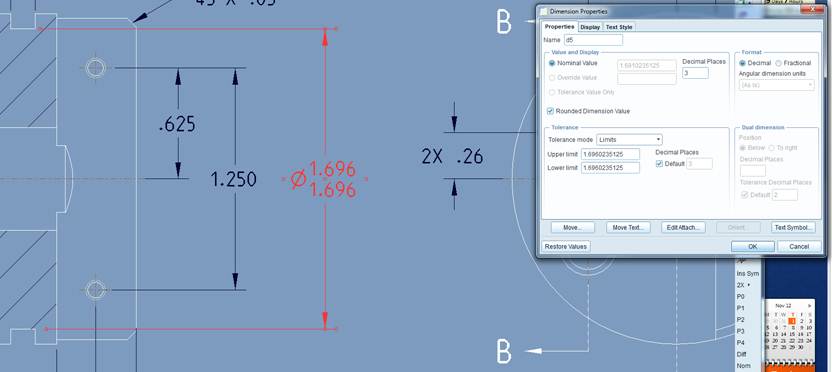
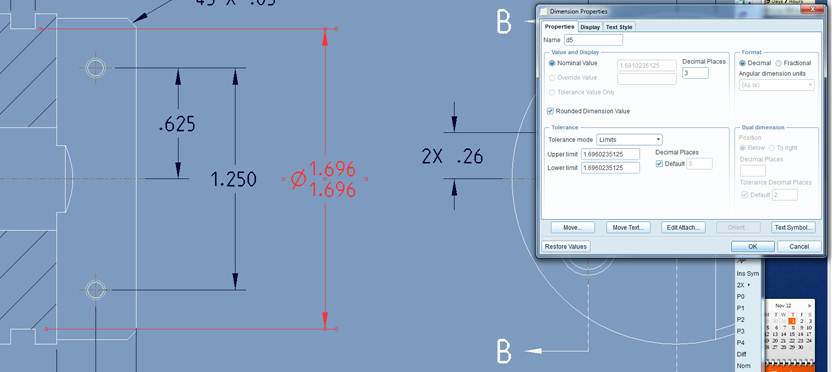
I entered 3.9375 in the sketcher. The sketcher shows 3.938. Finish the feature and measure, it shows 3.9375. Double click on the feature to show the dimension and it shows 3.938. double click on the number to edit it and it shows 3.9375. The drawing shows 3.938. Edit properties on the dimension and it shows this.
[cid:image002.png@01CDB6A5.678682A0]
This is different behavior than in Wildfire 4.
What config options control this behavior?
* What settings make it like I see out of the box in Creo 2
* What settings restore it to traditional ProE behavior?
Why would I want the new behavior?
David Haigh
Phone: 925-424-3931
Fax: 925-423-7496
Lawrence Livermore National Lab
7000 East Ave, L-362
Livermore, CA 94550
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
I've played around a bit in Creo 2, I'm not sure I would call what I'm seeing an enhancement. We work on some highly accurate parts, it not uncommon to use 4 digits in inches and 3 digits in millimeters.
I entered 3.9375 in the sketcher. The sketcher shows 3.938. Finish the feature and measure, it shows 3.9375. Double click on the feature to show the dimension and it shows 3.938. double click on the number to edit it and it shows 3.9375. The drawing shows 3.938. Edit properties on the dimension and it shows this.
[cid:image002.png@01CDB6A5.678682A0]
This is different behavior than in Wildfire 4.
What config options control this behavior?
* What settings make it like I see out of the box in Creo 2
* What settings restore it to traditional ProE behavior?
Why would I want the new behavior?
David Haigh
Phone: 925-424-3931
Fax: 925-423-7496
Lawrence Livermore National Lab
7000 East Ave, L-362
Livermore, CA 94550
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
42 REPLIES 42
Nov 01, 2012
09:37 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
09:37 AM
I am still back on WF2, so I have no first-hand experience of this, but, if I read it right, doesn't this go away if you make all your sketcher dimensions yellow instead of grey?
If I am right, then it doesn't seem any worse than before: It is, and always has been, asking for trouble to leave sketcher dimensions or constraints grey. Things change unpredictably if you do.
Or have I missed something?
I'd like to know, because we will be moving to a later version soon...
John
If I am right, then it doesn't seem any worse than before: It is, and always has been, asking for trouble to leave sketcher dimensions or constraints grey. Things change unpredictably if you do.
Or have I missed something?
I'd like to know, because we will be moving to a later version soon...
John
Nov 01, 2012
10:00 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
10:00 AM
No, I tried the default settings, strong and weak dimensions and the
model can still be different than the shown dimensions. But with the
settings as suggested to get back to previous functionality it FIXES
this new MIS-direction.
* Set config options to yes
o round_displayed_dim_values
o sketcher_strngthn_to_def_dec_pl
Tim P. Cooper
Lead Designer
GE Oil & Gas
North American ATO
T +1 281 878 6168
M +1 281 796 9038
F +1 281 715 4116
- <">mailto:->
www.ge.com
model can still be different than the shown dimensions. But with the
settings as suggested to get back to previous functionality it FIXES
this new MIS-direction.
* Set config options to yes
o round_displayed_dim_values
o sketcher_strngthn_to_def_dec_pl
Tim P. Cooper
Lead Designer
GE Oil & Gas
North American ATO
T +1 281 878 6168
M +1 281 796 9038
F +1 281 715 4116
- <">mailto:->
www.ge.com
Nov 01, 2012
10:35 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
10:35 AM
Nov 01, 2012
10:38 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
10:38 AM
So you now want the machine shop to make a special ground drill that is .562 to match your hole instead of using a 9/16 (.5625) drill from the tool room?
I would bet my paycheck that the machine shop is using a standard drill size on ALL holes that you have changed by .0005 to get your 3 place decimal.
I do realize that the standard drill size falls within the tolerance zone of your 3 place hole.
As a side note, drilled holes are NOT subject to the default tolerance block dimensions, but their own drill tolerance spec.
This spec is a lot tighter than a normal +/-.005 or +/-.010 on a 3 place dimension.
Thank you,
Ben H. Loosli
USEC, INC.
I would bet my paycheck that the machine shop is using a standard drill size on ALL holes that you have changed by .0005 to get your 3 place decimal.
I do realize that the standard drill size falls within the tolerance zone of your 3 place hole.
As a side note, drilled holes are NOT subject to the default tolerance block dimensions, but their own drill tolerance spec.
This spec is a lot tighter than a normal +/-.005 or +/-.010 on a 3 place dimension.
Thank you,
Ben H. Loosli
USEC, INC.
Nov 01, 2012
11:06 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
11:06 AM
John,
The point is, even if you enter a strong dimension, say it's 3&15/16" or 3.9375". You can show it on the drawing as 3.94" without changing the model. That is a fundamental change from how ProE has always worked in the past.
So the issue is not just limited to weak dimensions.
Regardless of whether you decide to use rounded dimensions or not, I think you need to know about this change. For our companies, I don't imagine we will be using rounded dimensions.
David Haigh
The point is, even if you enter a strong dimension, say it's 3&15/16" or 3.9375". You can show it on the drawing as 3.94" without changing the model. That is a fundamental change from how ProE has always worked in the past.
So the issue is not just limited to weak dimensions.
Regardless of whether you decide to use rounded dimensions or not, I think you need to know about this change. For our companies, I don't imagine we will be using rounded dimensions.
David Haigh
Nov 01, 2012
11:10 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
11:10 AM
OK, so what we're talking about doesn't even apply to holes - in my opinion,
holes should be designated by their fractions, anyway. Yes, I know that
option is available, but I have to go by the Navy's conventions on such
things - but if I were designing for myself, I would put fractional
dimensions on them. So for this discussion, we might as well not even talk
about holes, because only in certain special cases would they potentially
cause an interference anyway, and in those cases, they would have their own
tolerance listed on the dimension.
But yes, I want my model to reflect what I'm asking the machinist to
manufacture. That is the only way that makes sense to me.
efefefefefefef
Applied Research Labs
University of Texas at Austin
Carol Fly
Mechanical Designer
(512) 835-3397
Fax (512) 835-3259
efefefefefefef
holes should be designated by their fractions, anyway. Yes, I know that
option is available, but I have to go by the Navy's conventions on such
things - but if I were designing for myself, I would put fractional
dimensions on them. So for this discussion, we might as well not even talk
about holes, because only in certain special cases would they potentially
cause an interference anyway, and in those cases, they would have their own
tolerance listed on the dimension.
But yes, I want my model to reflect what I'm asking the machinist to
manufacture. That is the only way that makes sense to me.
efefefefefefef
Applied Research Labs
University of Texas at Austin
Carol Fly
Mechanical Designer
(512) 835-3397
Fax (512) 835-3259
efefefefefefef
Nov 01, 2012
11:21 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
11:21 AM
But that 9/16 drilled hole should have a tolerance of 2 decimal places
so the inspection tolerance will still fall within range. Any machinist
will know that the drill bit operation is accurate to within +-.005, and
use a bit according to the tolerance range. So when they see .563
+-.010 they know they can use a 9/16 drill bit But I want my model to
reflect the design intent. That way when I do my tolerance stack up
within Pro/E when I set that value to it's max tolerance it will be true
to the range, and not some unstated rounded value and then when I do a
global interference check it will flag any interference.
When I build a test cube of 3.00" on two sides and 3.004 on one then
change the number of decimal places on the 3.004 to two decimal places
and then set that 3.004 dimension to its max tolerance the geometry
comes out to 3.014, which will interfere if I built with a 3.01 design
intent.
Tim P. Cooper
Lead Designer
GE Oil & Gas
North American ATO
T +1 281 878 6168
M +1 281 796 9038
F +1 281 715 4116
- <">mailto:->
www.ge.com
so the inspection tolerance will still fall within range. Any machinist
will know that the drill bit operation is accurate to within +-.005, and
use a bit according to the tolerance range. So when they see .563
+-.010 they know they can use a 9/16 drill bit But I want my model to
reflect the design intent. That way when I do my tolerance stack up
within Pro/E when I set that value to it's max tolerance it will be true
to the range, and not some unstated rounded value and then when I do a
global interference check it will flag any interference.
When I build a test cube of 3.00" on two sides and 3.004 on one then
change the number of decimal places on the 3.004 to two decimal places
and then set that 3.004 dimension to its max tolerance the geometry
comes out to 3.014, which will interfere if I built with a 3.01 design
intent.
Tim P. Cooper
Lead Designer
GE Oil & Gas
North American ATO
T +1 281 878 6168
M +1 281 796 9038
F +1 281 715 4116
- <">mailto:->
www.ge.com
Nov 01, 2012
12:02 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
12:02 PM
Ideally Tim is correct, but I have worked in and with a number of shops where the machinists are of the mindset that they will manufacture the component to a tighter tolerance than print and will do whatever it takes to manufacture the hole as close to the model size as possible. The intent of a fractional drilled hole is lost and the cost to make that part has increased due to special tooling and/or processes.
Because there are a multitude of variables and the reality is that not everyone in the world works to the same standard, communication of intent is critical. I also agree with the concern for stack ups being different between models and rounded dimensions on drawings. That is very important.
This is a very interesting discussion and I appreciate everyone's perspectives they are ALL enlightening and educational.
Chris Pipe<">mailto:->
Eng. Sys. Analyst
trans-matic
From: Cooper, Tim P (GE Oil & Gas) [
Because there are a multitude of variables and the reality is that not everyone in the world works to the same standard, communication of intent is critical. I also agree with the concern for stack ups being different between models and rounded dimensions on drawings. That is very important.
This is a very interesting discussion and I appreciate everyone's perspectives they are ALL enlightening and educational.
Chris Pipe<">mailto:->
Eng. Sys. Analyst
trans-matic
From: Cooper, Tim P (GE Oil & Gas) [
Nov 01, 2012
12:07 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
12:07 PM
It depends on the drilled hole tolerance, and this is based on the
quality of fit required. I think we are confusing nominal sizes and shop
practices with specifications.
In the example of a drilled and tapped hole for a 5/8-18UNF thread,
nominally a 9/16 drill is spelled out in commercial tapping tables. (for
a 2B fit ?)
Machinery Handbook calls out a .5649 nominal ID (without class of fit)
and sources on the Internet (efunda.com) suggest that the minor ID of a
2B thread should be .5780-.5650
The manufacturing facility is free to ream the hole if that is the only
way they can get the correct hole size, but a tapped hole (in this
example) should only show something like 5/8-18UNF-2B... I would not
show the tapped drill size on the engineering drawing, but make sure the
-2B tolerance is being met.
If you are only drilling the hole, according to Machinery's Handbook
(ANSI B4.1) the tolerance grade is no closer than a 10. So for a 9/16
nominal diameter the tolerance should be called out on the drawing no
closer than .0028" I should be able to show a Dia .562+/-.002 with no
problems in CAD or in practice. This class of fit is also well within
the .5780-.5650 called out above.
Reaming the same hole is a tolerance class 6-10 so the tolerance should
be shown no closer than .0004. In this case I would show Dia
.5625+/-.0002 with no problems in CAD or in practice.
The CAD model must match the dimension called out including rounding
issues from a nominal size +/- tolerance. The CAD model should also be
'stock safe', for example simplified threaded holes should be created to
the minor dia, and screws should be created to the thread OD. This
causes no end of interference issues, and should be handled in a special
case (anyone listening, PTC?)
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
quality of fit required. I think we are confusing nominal sizes and shop
practices with specifications.
In the example of a drilled and tapped hole for a 5/8-18UNF thread,
nominally a 9/16 drill is spelled out in commercial tapping tables. (for
a 2B fit ?)
Machinery Handbook calls out a .5649 nominal ID (without class of fit)
and sources on the Internet (efunda.com) suggest that the minor ID of a
2B thread should be .5780-.5650
The manufacturing facility is free to ream the hole if that is the only
way they can get the correct hole size, but a tapped hole (in this
example) should only show something like 5/8-18UNF-2B... I would not
show the tapped drill size on the engineering drawing, but make sure the
-2B tolerance is being met.
If you are only drilling the hole, according to Machinery's Handbook
(ANSI B4.1) the tolerance grade is no closer than a 10. So for a 9/16
nominal diameter the tolerance should be called out on the drawing no
closer than .0028" I should be able to show a Dia .562+/-.002 with no
problems in CAD or in practice. This class of fit is also well within
the .5780-.5650 called out above.
Reaming the same hole is a tolerance class 6-10 so the tolerance should
be shown no closer than .0004. In this case I would show Dia
.5625+/-.0002 with no problems in CAD or in practice.
The CAD model must match the dimension called out including rounding
issues from a nominal size +/- tolerance. The CAD model should also be
'stock safe', for example simplified threaded holes should be created to
the minor dia, and screws should be created to the thread OD. This
causes no end of interference issues, and should be handled in a special
case (anyone listening, PTC?)
Christopher F. Gosnell
FPD Company
124 Hidden Valley Road
McMurray, PA 15317
Nov 01, 2012
04:39 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 01, 2012
04:39 PM
I just realized I have an error on page 9, the suggested config settings.
The last config option says measure_sig_figures. That should have said measure_dec_places.
Attached is the updated file.
David Haigh
The last config option says measure_sig_figures. That should have said measure_dec_places.
Attached is the updated file.
David Haigh
Nov 02, 2012
09:52 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 02, 2012
09:52 AM
This is a great discussion that has revealed an issue we noticed but did not understand why it was taking place.
One recommendation I have.
Please clean out the quote text when replying with quote. This thread is full of great information but you have to scroll through very long replies because nobody is cleaning up the quote text. Just keep the latest comment and remove everything else below it. Every reply get's longer if you do not do this.
thanks
"Too many people walk around like Clark Kent, because they don't realize they can Fly like Superman"
Nov 02, 2012
10:00 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 02, 2012
10:00 AM
That depends on whether you view it on the forum or on the mailing list
😉
In an email it is essential to see the history of the email, otherwise
you have no clue what people are talking about.
Maybe PTC/User can change the forum functionality so that previous
answers are automatically stripped in the forum, but kept intact on the
mailing lists?
Best regards,
Patrick Asselman
😉
In an email it is essential to see the history of the email, otherwise
you have no clue what people are talking about.
Maybe PTC/User can change the forum functionality so that previous
answers are automatically stripped in the forum, but kept intact on the
mailing lists?
Best regards,
Patrick Asselman
Nov 05, 2012
02:27 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 05, 2012
02:27 PM
I really hope that PTCuser does this filtering on the website sidebecause It was extremely difficult going through this form.PTCUser could have the quoted text be optional where the user would have to click to display what was being quoted.
I also really liked the content of this form (once I was able to sort through the quoted mess)
Lawrence
In Reply to Patrick Asselman:
That depends on whether you view it on the forum or on the mailing list
😉
In an email it is essential to see the history of the email, otherwise
you have no clue what people are talking about.
Maybe PTC/User can change the forum functionality so that previous
answers are automatically stripped in the forum, but kept intact on the
mailing lists?
Best regards,
Patrick Asselman
"When you reward an activity, you get more of it!"
- « Previous
-
- 1
- 2
- Next »





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}