
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - New to the community? Learn how to post a question and get help from PTC and industry experts! X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- Re: thread milling
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
thread milling
Jun 05, 2014
03:43 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 05, 2014
03:43 PM
thread milling
Hi guys
I've got to do some thread milling on a job but I've never done any before,any helpful advice would be appreciated regarding parameters etc.
Thanks mick
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
17 REPLIES 17
Jun 05, 2014
03:49 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 06, 2014
07:27 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 06, 2014
07:27 AM
Mick,
what type of thread internal external or npt? single point or multi thread threadmills The threadmilling routine is fairly simple to use since Creo1.
Here are the parameters I use for a 1/4 -18 npt multi thread thread mill in steel.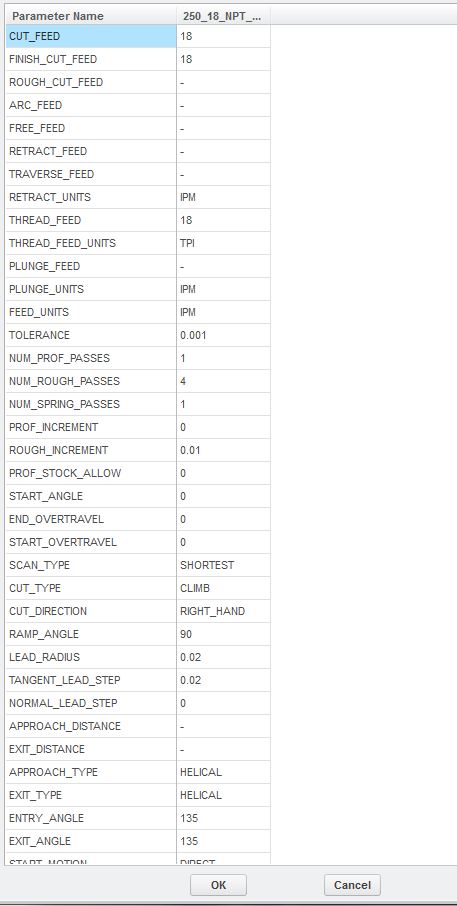
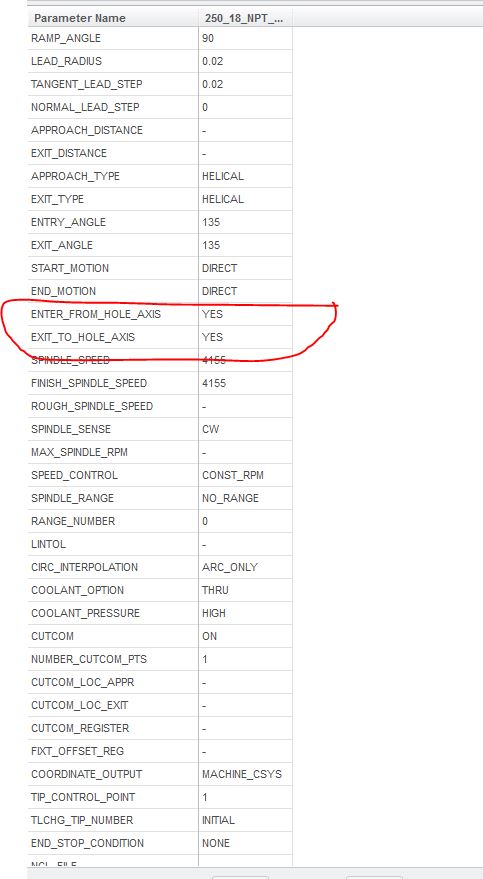
I circled the best parameter which is the start from hole axis. That used to be a pain in the butt as well as multiple passes but now in Creo 2 it's painless.
Steve
Jun 08, 2014
07:40 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 08, 2014
07:40 AM
Steve,
I have used the threadmilling sequence several times (Only internal threads btw) but was never able to use it in combination with the cutcom option. Did you ever worked with this before? It would be helpful to use this option while i changed the diameter several times to get the right size in diameter, but when the cutcom option is working you can change that at the machine.
Best regards,
Paul
Jun 09, 2014
07:44 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
07:44 AM
Cutter comp works in threadmilling. Just make sure you have a leadin leadout set and turned on.
Jun 09, 2014
08:24 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
08:24 AM
Ok that means it's me not doing it properly. will give it another try. Thanks for the info Steve
Jun 09, 2014
09:26 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
09:26 AM
I got it working Steve, thanks for the advice!!
Jun 09, 2014
09:35 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
09:35 AM
Happy I could Help you Paul. Thats what this is place is for manufacturing users helping manufacturing users.
Hopefully Mick is picking up on some of this stuff for threadmilling as well.
Jun 09, 2014
01:56 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
01:56 PM
Hi guys
Thanks for the help,I havnt tried it yet as am still waiting for my multi thread cutter. Hopefully will be in Wednesday.
Cheers mick
Jun 09, 2014
02:28 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
02:28 PM
Mick,
The only thing I will say is take it slow and easy with lots of passes starting inside the thread diameter until you get some confidence. I would rather it take an extra 5 minutes to cut the thread. It's not much fun to snap an expensive threadmill off on your first try.
Steve
Jun 09, 2014
02:34 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
02:34 PM
Cheers Steve,
I've been wanting to do some thread milling for a while so I've got my chance. Will have a practice first ,does thread milling always start from the bottom of the hole ?
Jun 09, 2014
02:43 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
02:43 PM
With Multi thread threadmills yes. Start from axis and exit from axis is your friend!! I would use it. Play with the parameters to see what they do.
Jun 09, 2014
02:52 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 09, 2014
02:52 PM
Be aware that due to the lead in that the machine will go to a z depth slightly lower than the depth you specify as a blind depth. I bottomed out on a shank of a small threadmill early on in threadmilling by a thousandth or so.
Jan 30, 2015
03:38 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 30, 2015
03:38 AM
Hello, Michael! I'm interested in Thread Milling tapered threads with an angle of 1.79 degrees per CREO3.
We get in the path of the 3 coordinates lines. Radius compensation is incorrect?
Привет, Майкл! меня интересует резьбофрезерование конических резьб с углом 1,79 градуса в CREO3.
Получаем траекторию перемещения в 3-х координатах линиями. Коррекция на радиус не отрабатывается?
Feb 06, 2015
11:15 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Feb 06, 2015
11:15 AM
Hello Olga,
can you explain further, what you mean with "get in the path of the 3 coordinates lines"?
Radius compensation is something you can define, but not really simulate in Creo, since the actual compensation value will be added on the machine.
Apart from this: It seems the original thread was rather generic on how to start with thread milling, while you seem to have a specific issue. Hence it may be better to open a new thread (this doesn't force users to go through a lot of non-related old posts to get to a new question).
But maybe you already did this? I saw you also opened this thread : threadmilling in creo 2.0
Or are these two different issue?
Gunter
Feb 09, 2015
12:50 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Feb 09, 2015
12:50 AM
Hello, Gunter!
sorry my bad english!
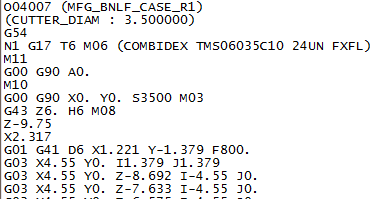
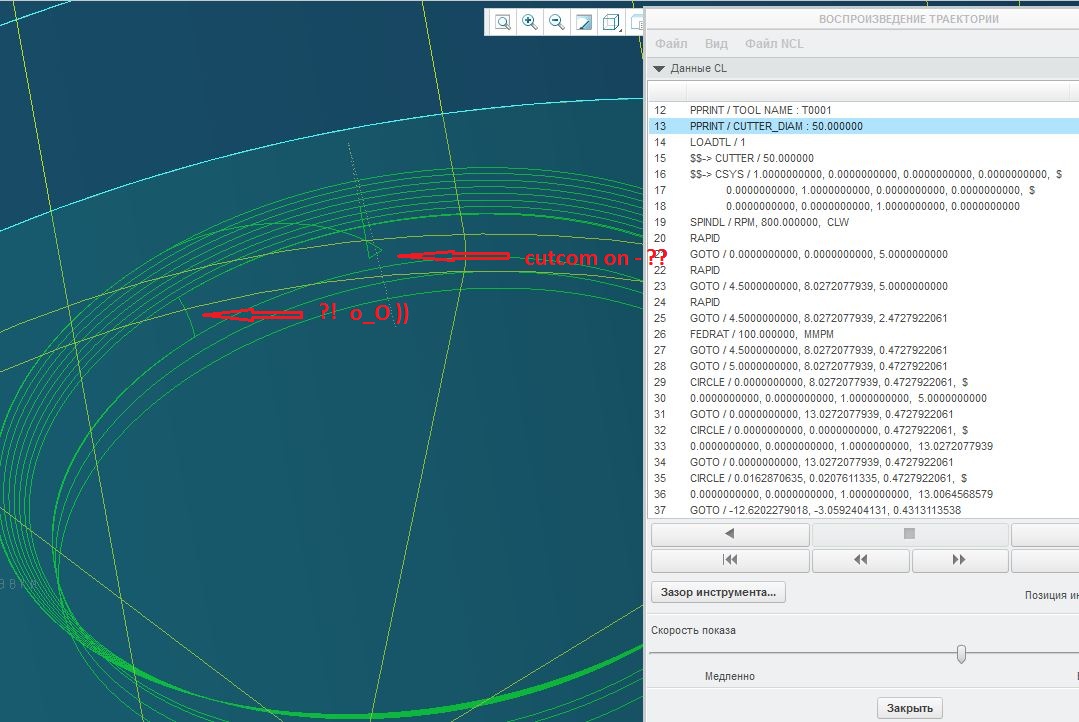
can you explain further, what you mean with "get in the path of the 3 coordinates lines"? - we get Move around lines 3 coordinates:
X17.275 Y1.95 Z-2.428
X17.697 Y1.802 Z-2.44
X18.076 Y1.564 Z-2.452
Radius compensation will not work.
when milling holes for threading
one question
Feb 09, 2015
08:42 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Feb 09, 2015
08:42 AM
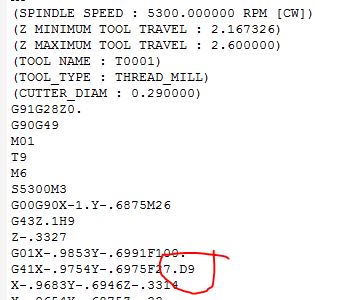
OK, what I see in the picture, is that there are two issues (maybe related with each other, maybe not):
- CUTCOM command is missing in the output
- There is a strange movement down from one thread to another
ad 1: Assuming the parameter CUTCOM ON is set, there normally needs to be lead in and lead out for appropriate CUTCOM commands output - I see in lead in, but not lead out.
ad 2: This is really strange! Are these two different thread definitions?
Maybe you need lead out and lead in between them to avoid the tool simply stepping down?
Mar 06, 2015
02:37 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Mar 06, 2015
02:37 PM
how to create program for variable pitch threading sequence, can it be created in turning itself or it requires mill-turn???????????




