Question
Vertical draft of a hole angled 45 degress
Hi.
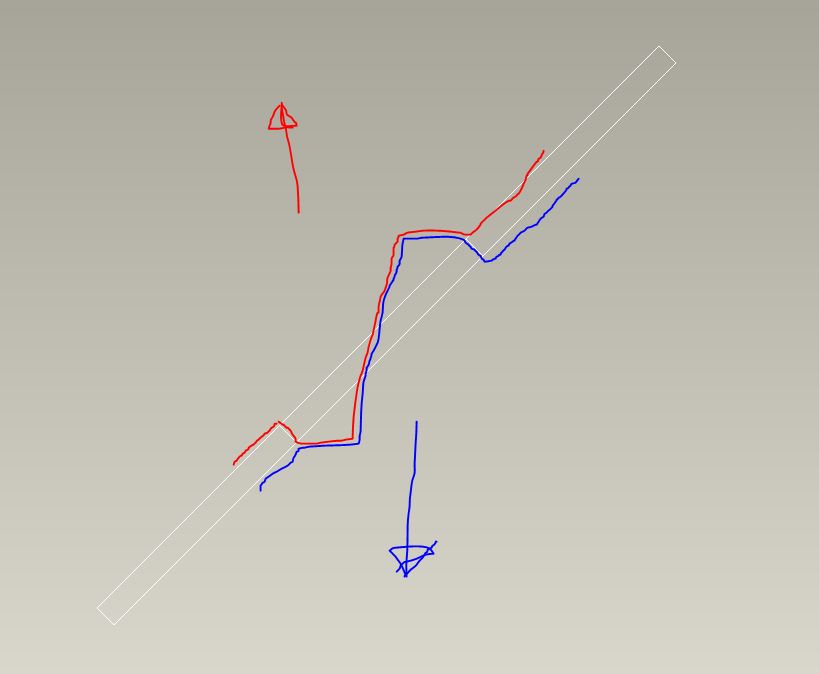
I want to make a hole that is angled 45 degress in a mould opening vertically. I have tried to sketch below how I imagine the mould parts to look like.
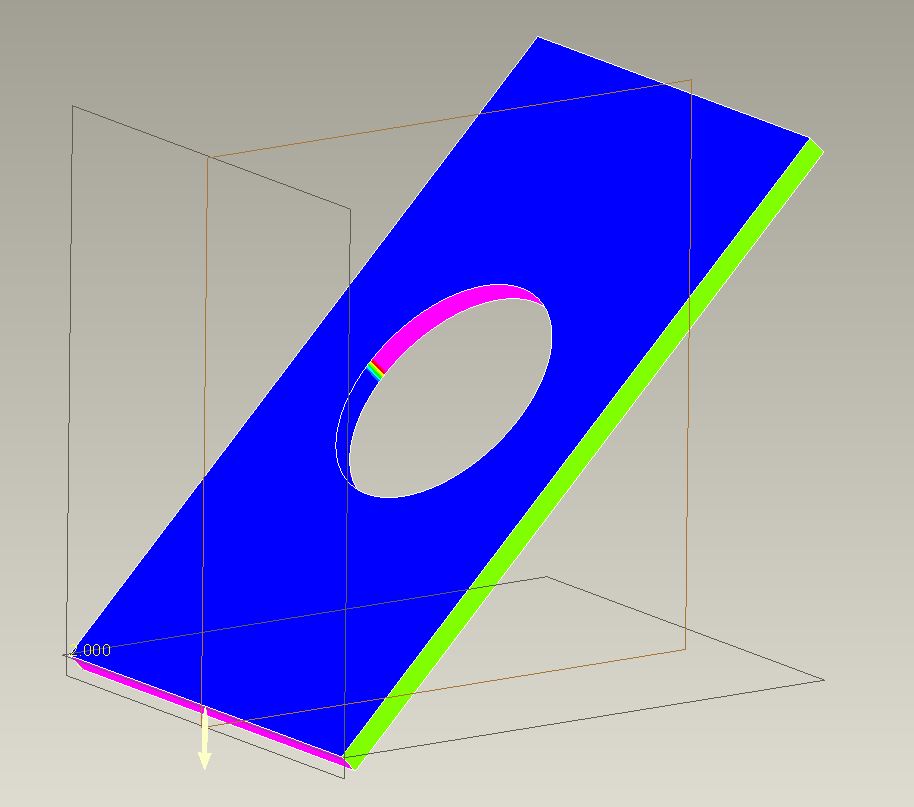
When doing a draft analysis it looks almost fine. I just need to get rid of the "rainbow" area in the middle and have a "clean cut" going from blue to pink with no transisition.
Any good ideas on how to do that?