
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - You can change your system assigned username to something more personal in your community settings. X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: Where to set Absolute or Incremental for milli...
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Where to set Absolute or Incremental for milling programs
Jun 16, 2023
12:42 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 16, 2023
12:42 PM
Where to set Absolute or Incremental for milling programs
I am trying to make a couple basic profile milling toolpaths and when posting out the program a G90 or G91 does not show up in the NC code. Initially I thought it was a problem with a setting in the gpost editor but after adding a bit of code I found on this message board into the FIL file it still does not show up. Looking at the .ncl file the command "SET / OFSETL, 90" is not found in the file. Is there a specific place in the mill, operation or toolpath setting where absolute of incremental programming can be set?
On another note I would like to be able to insert a G187 P1 into some of my programs, this if for HSM on a HAAS control. I found in the gpost GUI where I can add bits of code before or after a tool change which would almost work. The kicker is I would like to be able to add a number 1, 2 or 3 somewhere in the toolpath parameters that could be written into the P1 portion of the G code (1 is for rouging and 3 is for finishing). I'm assuming there is a way to do this using the FIL feature. Would anyone know of a clever way to do this?
Labels:
- Labels:
-
Computer-Aided Verification
6 REPLIES 6
Jun 16, 2023
01:09 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 16, 2023
01:09 PM
To the best of my knowledge, SET/OFSETL is only used to set the offset register. It's not a generic "I want this G-code output" command. It's only output from the parameters set for it in the NC sequence. To get a G90 into the post-processed G-code I have it printed by the FIL code when I see a "MACHIN /" command.
I don't know how you'll implement the G187 stuff you want. Perhaps someone has the same machine as you and has handled this kind of thing, or you could try contacting Austin NC to see if they could help you...
Jun 16, 2023
01:30 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 16, 2023
01:30 PM
Thank you for the response. I'm very unfamiliar with with the FIL coding language, is there a manual available that states what the different commands do?
Jun 16, 2023
03:11 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 16, 2023
03:11 PM
GPost and FIL manuals used to be included with Creo under <Creo load point>\CommonFiles\x86e_win64\gpost. Or at least used to be up to Creo 6.
I didn't find the files in Creo 7. Not sure about Creo 8 - 10.
Jun 16, 2023
03:37 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 16, 2023
03:37 PM
Yeah I looked there but did not see one, just the release notes for gpost.
As for the G187 stuff, on Mastercam there is a page under the setup parameters called "Misc Values" that lists a few integer and float variables that are open for the programmer to use. In what would be mastercam's equivalent FIL input I was able to use an if statement that would be valid if one of the integer values was equal to one. Then the command to insert "G187 P1" into the nc code was in the if statement. I was hoping there would be a user input somewhere in the toolpaths parameter page that could be used in a similar fashion.
Jun 17, 2023
06:01 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 17, 2023
06:01 PM
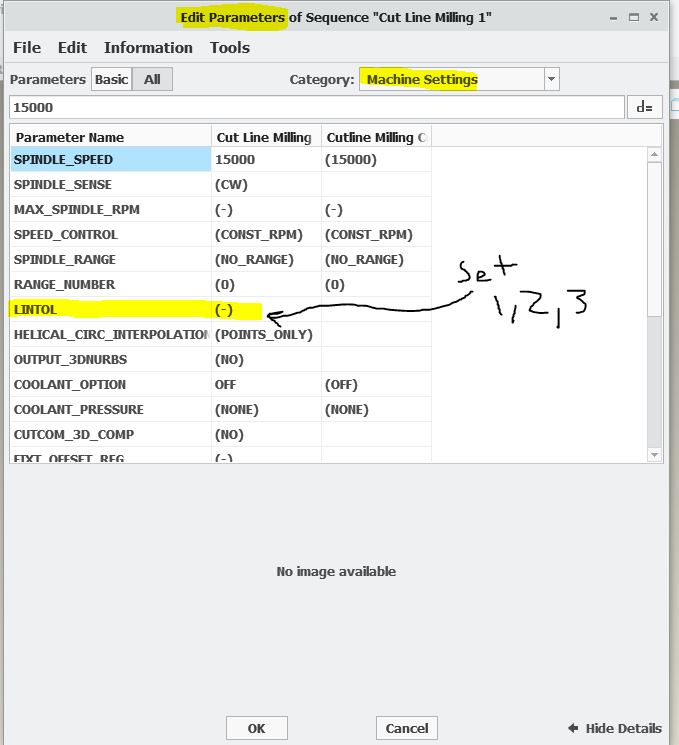
set the parameter LINTOL to 1, 2 or 3
in the fill file add
SET187=0 $$ this is a global variable and can go near the top of the fill file
$$ *******************************************************
$$ * L I N T O L S E C T I O N *
$$ *******************************************************
CIMFIL/ON,LINTOL
TPCDE=POSTF(7,4) $$ get the lintol value
CASE/TPCDE
WHEN/1
SET187=1
DMY=POSTF(26,5,5,1) $$TURN OFF CIMFIL/GOTO FIL ROUTINE
WHEN/2
SET187= 2
DMY=POSTF(26,5,5,1) $$TURN OFF CIMFIL/GOTO FIL ROUTINE
WHEN/10 $$ TURN OFF G5 AND G5.1
SET187= 3
DMY=POSTF(26,5,5,1) $$TURN OFF CIMFIL/GOTO FIL ROUTINE
ENDCAS
CIMFIL/OFF
$$ ****************************************************
$$ * GOTO POINT SECTION *
$$ ****************************************************
CIMFIL/ON,GOTO
DMY = POSTF(20)
CASE/SET187
WHEN/1
INSERT/'G187 P1'
SET187=0 $$ RESET SET187 FLAG
WHEN/2
INSERT/'G187 P2'
SET187=0
WHEN/3
INSERT/'G187 P3'
SET187=0
ENDCAS
DMY = POSTF(21)
DMY = POSTF(13)
DMY = POSTF(26,5,5,0) $$ TURN OFF GOTO SECTION
CIMFIL/OFF
Jun 19, 2023
04:21 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jun 19, 2023
04:21 PM
Thank you for the reply, this seems to be more what I was hoping for. One question though, is there a LINTOL parameter in the HSM Roughing tool paths? Also according to the documentation LINTOL specifies the interpolation used post processor for MULTAX sequences. TO be honest I do not know that this means, would someone be able to give a brief explanation?
Announcements




Top Tags

{kind=link}