

Question
hole position tolerance
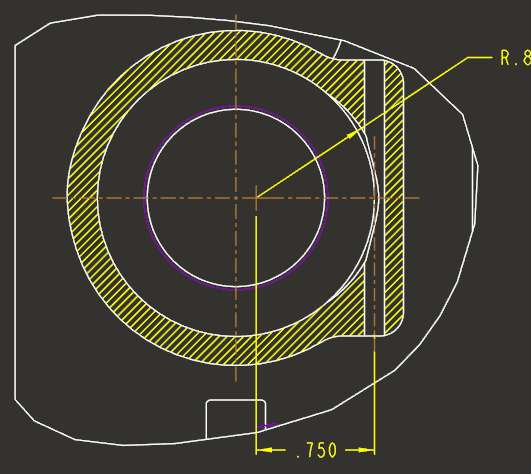
I have this hole on the right that I use for a retaining pin. My vendor has started drilling them crooked. I would like to constrain it to be parallel with the axis through the vertical center line of the larger hole.
Is there a proper geometric tolerance to use for this? The parallel tolerance does not seem to cover this.
T
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.