
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Your Friends List is a way to easily have access to the community members that you interact with the most! X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: Corner Finishing
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Corner Finishing
Aug 31, 2011
10:24 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Aug 31, 2011
10:24 AM
Corner Finishing
Has anyone tried out this new sequence? Was this implemented from pro toolmaker? I have found it to be usefull and pretty solid for finish those hard to get areas.
Solved! Go to Solution.
ACCEPTED SOLUTION
Accepted Solutions
Sep 09, 2011
10:30 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 09, 2011
10:30 AM
Nick,
Sorry it took so long to reply. It has ben a tough week. Trying to get some electrodes cut for our EDM department. One of the electrodes is large so I did the whole thing using the roughing and finishing routines in Pro/Man. I also used the corner routine to pick out some corners.
I roughed with a 3/8 diameter flat end mill then reroughed with a .0625 ball end mill finished with a 1mm diameter ball mill then did the corners with a ,015 ball mill.
It worked fairly well other than needing a cray super computer to calculate the tool path. About 850,000 lines of code.
I am running a Dell Precision Work Station T5500 with a Xeon Processor Windows 7 64 bit with 6 Gigabytes of ram and doing the finishing and corner routines brings it to it's knees. I have the cpu gadget running. it shows 84 percent of all the ram being used and only only 1 of the 4 processors running at about 50 to 80 percent use. So i can definately see that Pro is not multi threaded. The problem I have with the corner routine right now is the tighter you set the tolerance the longer it takes to process the file if it doesn't hang up after about a half hour of processing the ncl file. I like to set it to .0001 but I can't get it to process the file. So right now I have it set to .001 and it seems to work.
I have not cut it yet to see what the finish looks like. I am a little worried there will be scallops in the corners with the tolerance that loose.
9 REPLIES 9
Aug 31, 2011
11:27 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Aug 31, 2011
11:27 AM
Nick,
Never noticed that option... I will have to try it.
Aug 31, 2011
11:29 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Aug 31, 2011
01:46 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Aug 31, 2011
01:46 PM
Jeez,
Normal roadblock. The part I tried roughed with a 1/8 .01 radius bull nose end mill. wanted to use corner finish with a .015 diameter ball end mill. Can't select the .125 .010 bullnose end mill as first tool. This sucks I do a lot of cutting with bull nose tools.
Sep 07, 2011
09:05 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 07, 2011
09:05 AM
I was thinking maybe you could create a .02 diam ball end mill to use as a reference tool for your .015 ball. Depending on what your geometry looks like this might work for you.
Sep 09, 2011
10:30 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 09, 2011
10:30 AM
Nick,
Sorry it took so long to reply. It has ben a tough week. Trying to get some electrodes cut for our EDM department. One of the electrodes is large so I did the whole thing using the roughing and finishing routines in Pro/Man. I also used the corner routine to pick out some corners.
I roughed with a 3/8 diameter flat end mill then reroughed with a .0625 ball end mill finished with a 1mm diameter ball mill then did the corners with a ,015 ball mill.
It worked fairly well other than needing a cray super computer to calculate the tool path. About 850,000 lines of code.
I am running a Dell Precision Work Station T5500 with a Xeon Processor Windows 7 64 bit with 6 Gigabytes of ram and doing the finishing and corner routines brings it to it's knees. I have the cpu gadget running. it shows 84 percent of all the ram being used and only only 1 of the 4 processors running at about 50 to 80 percent use. So i can definately see that Pro is not multi threaded. The problem I have with the corner routine right now is the tighter you set the tolerance the longer it takes to process the file if it doesn't hang up after about a half hour of processing the ncl file. I like to set it to .0001 but I can't get it to process the file. So right now I have it set to .001 and it seems to work.
I have not cut it yet to see what the finish looks like. I am a little worried there will be scallops in the corners with the tolerance that loose.
Sep 09, 2011
10:45 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 09, 2011
10:45 AM
No worries Steve I know how it can get sometimes. I agree that not being able to use the full potential of our computers when processing toolpaths is a major issue for me as well.(Dell precison T3500 6 gig ram) As to the long processing times when trying to use the corner finishing sequnce I have found it helpfull to use exclude surfaces. I actually select all the surfaces on the entire part and then unselect the surfaces that I need to finish. This has been somewhat helpfull but by no means is it always successfull. I hope this sequence can be improved in the next few datecodes because it shows promise. If you get a chance could you post any close up pics showing surface finish quality of your coner finish sequnce?
Sep 14, 2011
08:58 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 14, 2011
08:58 AM
Nick,
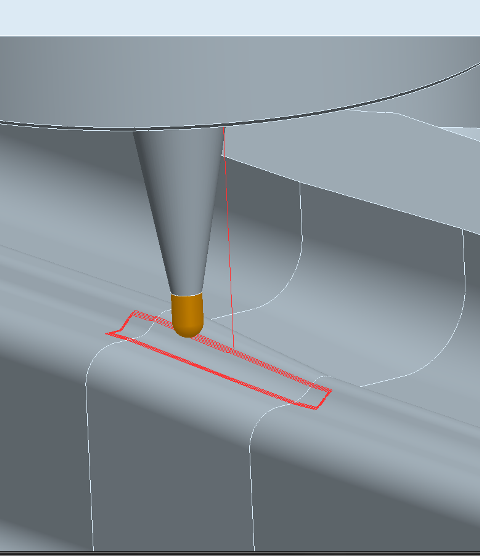
Finally got a few minutes to post this. The part is an electrode with some pretty small corner rads. I programmed half then mirrored as you can see in the model tree.
Here are some screen captures of the corner finishing, It seems to work pretty good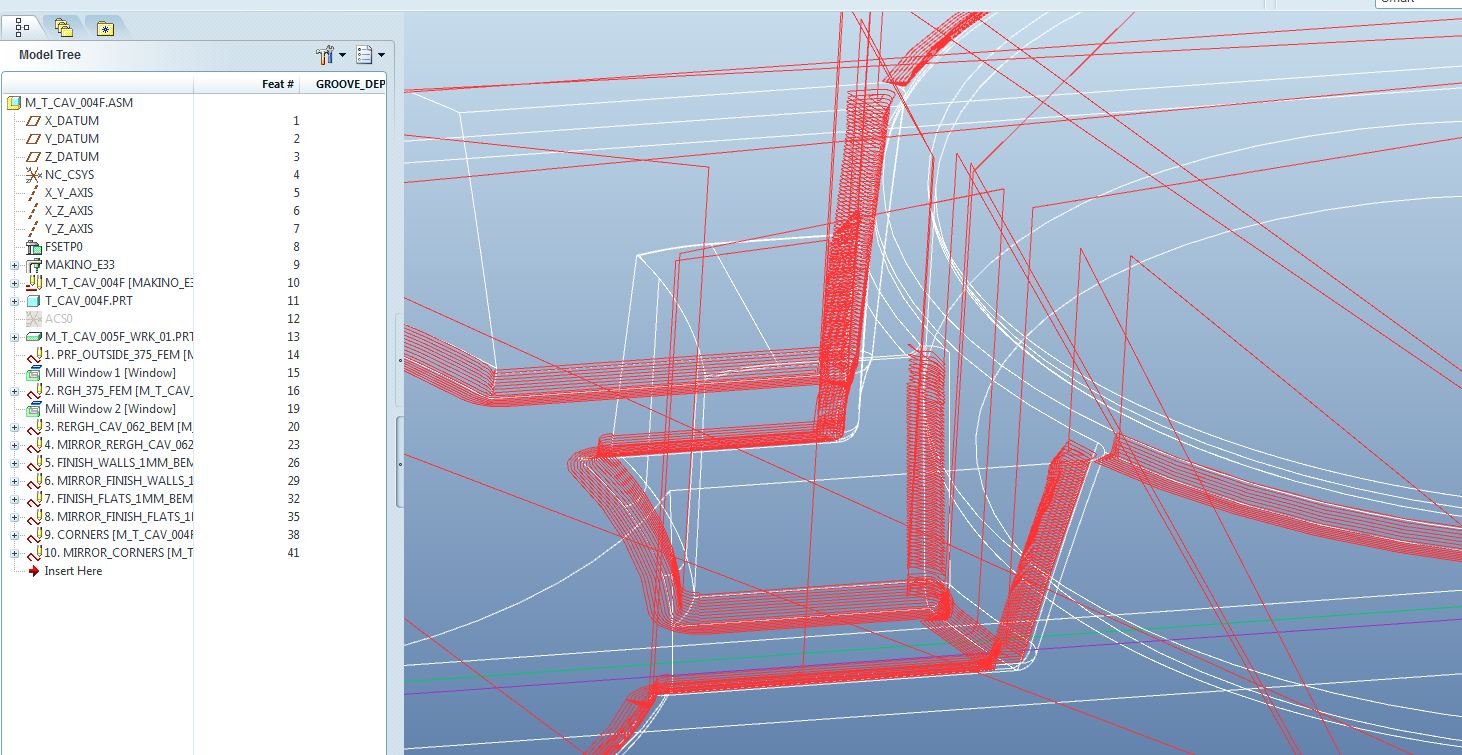
Sep 21, 2011
07:46 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 21, 2011
07:46 PM
Wow that does look really nice! Did you exclude any surfaces? How does the actual part finish look?
Sep 22, 2011
09:40 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 22, 2011
09:40 AM
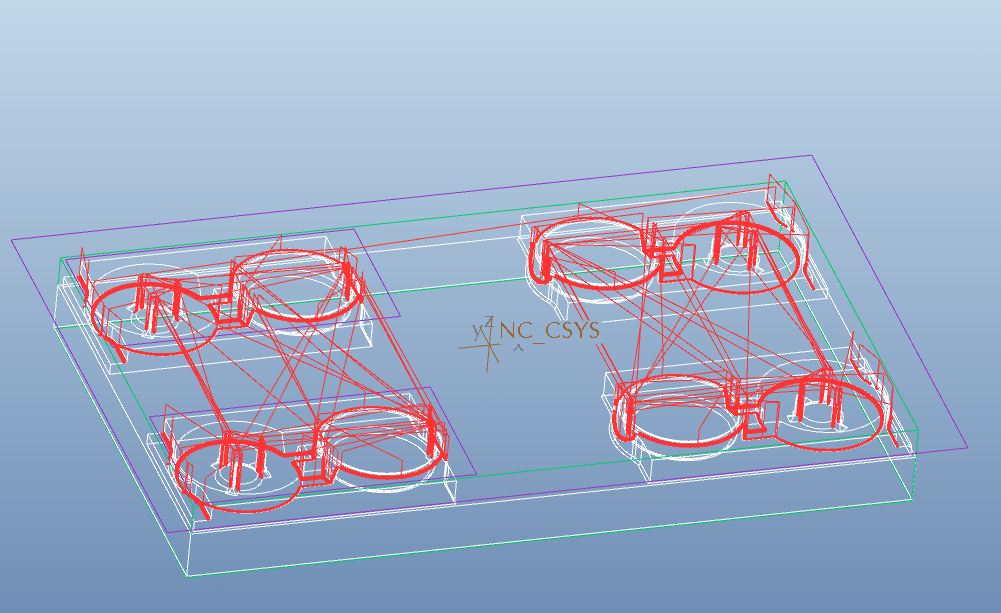
Nick,
I did exclude surfaces. By doing that it improved the time to create the ncl file. I have included a picture of one of the gang of 4. It has pretty good resolution so you can see there is not much in the way of scallops or under cuts even with a tolerance of .001 inside and outside

Announcements




Top Tags
