
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: Chamfer back of hole
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Chamfer back of hole
Oct 18, 2012
04:13 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
04:13 AM
Chamfer back of hole
hello guys
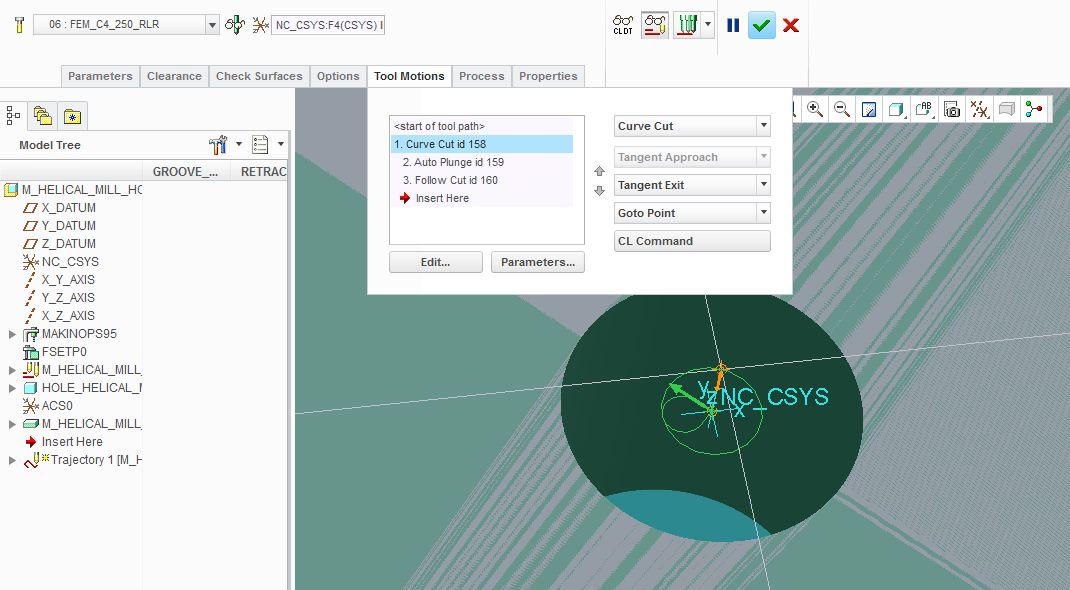
ive got to machine a chamfer on the back of a 25mm hole using a 16mm dia dovetail cutter,ive tried using trajectory milling but the cutter just comes down through the component,how do i get the cutter to come down in the centre of the hole then machine round the back of the hole.
thanks for any help
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Solved! Go to Solution.
Labels:
- Labels:
-
General
ACCEPTED SOLUTION
Accepted Solutions
Oct 18, 2012
07:27 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
07:27 AM
Michael,
this what I do to get any tool to start in the center of any diameter hole. take the hole diameter minus the tool diameter times .208 to get the leadin leadout amount. then set the entry angle and exit angle to 135.
In my example picture the hole diameter is .375 and the cutter diameter is .250 so the math is .375-.250=.125*.208=.026 this value goes in the lead_radius and tangent_lead_step as shown in the picture.
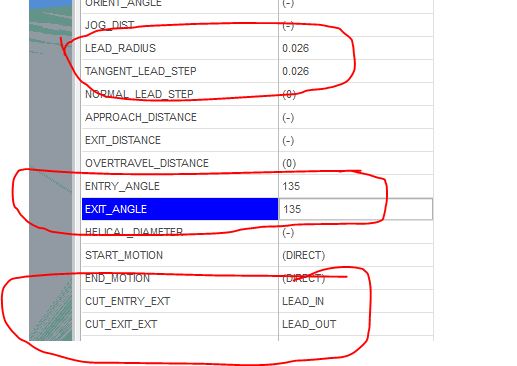
As you can see in the picture it makes an nice entry and exit back to the center of the hole.
6 REPLIES 6
Oct 18, 2012
07:27 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
07:27 AM
Michael,
this what I do to get any tool to start in the center of any diameter hole. take the hole diameter minus the tool diameter times .208 to get the leadin leadout amount. then set the entry angle and exit angle to 135.
In my example picture the hole diameter is .375 and the cutter diameter is .250 so the math is .375-.250=.125*.208=.026 this value goes in the lead_radius and tangent_lead_step as shown in the picture.
As you can see in the picture it makes an nice entry and exit back to the center of the hole.
Oct 18, 2012
09:15 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
09:15 AM
Thanks Steve
is there a formula i can put in the required parameters so i dont have to work it out each time?You do seem to help me out a lot cheers.
michael
Oct 18, 2012
09:46 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
09:46 AM
Michael,
I have never tried to automate how the formula is calculated from within Pro? Not sure how to do it? maybe some one else has an Idea.
I do it so much it's just automatic for me.
Steve
Oct 18, 2012
12:03 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
12:03 PM
If you want to build in automation check this site out http://www.codexcreo.com/AE_UDF.html
The idea here is to build the manufacturing information into the feature (hole) and then apply those settings automatically in the manufacturing file. I have never gotten it to work but maybe you can figure it out.
Oct 18, 2012
12:11 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
12:11 PM
I have looked at annotation features a little bit but not sure if it would work for this situation because you are kind of locked into the tool diameter with my method of leadin leadout. I also can't rely on engineering using the annotation in their design. I would have to add the annotation features myself to use them.
Oct 18, 2012
12:21 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 18, 2012
12:21 PM
Right but i was thinking you could incorperate some parameters. You could in theory build the expression right in your manufaturing seqence parameters something like (hole_diam1 - cutter_diam)*.208 =
Just a thought.
Announcements




Top Tags
