
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Learn all about PTC Community Badges. Engage with PTC and see how many you can earn! X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: Gpost Fil help request for Fanuc Oi
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Gpost Fil help request for Fanuc Oi
Mar 31, 2016
02:07 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Mar 31, 2016
02:07 PM
Gpost Fil help request for Fanuc Oi
I am trying to get the text from the PPRINT to come after the tool change and just cant seem to figure it out. I can get the Tool Name to go there (I've gotten the Tool Offset Number there as
well) but I would really like it all there. Here is what I have now in the Cimfil section:
CIMFIL/ON,PPRINT $$ starts on all PPRINT
MESS = TEXT/CLW $$ extract the text of the PPRINT
TESTV=TEXT/'TOOL NAME'$$ Value to test for
RSLT=INDXF(MESS,TESTV)$$ Test if TESTV is in MESS
IF(RSLT.EQ.0) THEN
PPRINT/MESS $$ process the PPRINT
ELSE
OKTOOL=1 $$ flag tool name programmed
TOOLNM=TEXT/MESS $$ store tool name
ENDIF
CIMFIL/OFF $$ end of CIMFIL on PPRINT
CIMFIL/ON,LOADTL $$ starts on all LOADTL
DMY = POSTF(20) $$ save current CL record
IF(FTOOL.EQ.0) THEN $$ check if first tool change
FTOOL=1 $$ reset the flag
SEQNO/OFF $$ stop sequence numbering
SEQNO/10,INCR,10 $$ restart sequence numbering
ENDIF
DMY=POSTF(21) $$ restore saved record (LOADTL)
DMY=POSTF(13) $$ process LOADTL
IF(OKTOOL.EQ.1) THEN
OKTOOL=0 $$ reset the flag
PPRINT/TOOLNM $$ output the message
INSERT/'G57 X0.0 Y0.0;'
ENDIF
CIMFIL / OFF $$ end of CIMFIL on LOADTL
Which results in:
N4510 G0 Z0.25;
N4520 M5;
(TOOL POSITION NUMBER : 9);
( TOOL COMMENTS);
(90 CHAMFER TOOL);
(TOOL OFFSET NUMBER : 9);
N4530 M9;
N4540 G28G91Z0.0;
N4550 G28G91Y0.0;
N4560 G90G00;
N4570 G20;
N4580 T9 M6;
N4590 T7;
N4600 M01;
(TOOL NAME : 45-CARB-CHAMFER-T9-H9);
N4610 G57 X0.0 Y0.0;
N4620 S4000 M3;
N4630 G0 X0.0911 Y-1.0783;
N4640 G43 Z0.25 H9 M8;
If I add the section (below) to remove the TOOL COMMENTS line,
CIMFIL/ON,PPRINT
$$ macro to remove PPRINT with the word COMMENTS
MESS=TEXT/CLW $$ Extract text of PPRINT
TEST=TEXT/'COMMENTS'
OK=INDXF(MESS,TEST)
IF (OK.EQ.0) THEN
$$ PPRINT text does not include COMMENTS
XX=POSTF(13) $$ Process CL rec.
ENDIF
CIMFIL/OFF
I get results with none of the text being below the tool change.
N4490 G0 Z0.25;
N4500 M5;
(TOOL NAME : 45-CARB-CHAMFER-T9-H9);
(TOOL POSITION NUMBER : 9);
(90 CHAMFER TOOL);
(TOOL OFFSET NUMBER : 9);
N4510 M9;
N4520 G28G91Z0.0;
N4530 G28G91Y0.0;
N4540 G90G00;
N4550 G20;
N4560 T9 M6;
N4570 T7;
N4580 M01;
N4590 S4000 M3;
N4600 G0 X0.0911 Y-1.0783;
N4610 G43 Z0.25 H9 M8;
What I would really like to achieve is this (below) so the tool can change and stop at the M01 and, the operator can see the tool information before it scrolls up too far. Without having to copy and paste.
N4500 G0 Z0.25;
N4510 M5;
N4520 M9;
N4530 G28G91Z0.0;
N4540 G28G91Y0.0;
N4550 G90G00;
N4560 G20;
N4570 T9 M6;
N4580 T7;
N4590 M01;
(TOOL NAME : 45-CARB-CHAMFER-T9-H9);
(TOOL POSITION NUMBER : 9);
(90 CHAMFER TOOL);
(TOOL OFFSET NUMBER : 9);
N4600 S4000 M3;
N4610 G0 X0.0911 Y-1.0783;
N4620 G43 Z0.25 H9 M8;
Any help would be greatly appreciated. I have many hours working on this and I just cant seem to figure it out. Thanks.
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Solved! Go to Solution.
Labels:
- Labels:
-
General
ACCEPTED SOLUTION
Accepted Solutions
Apr 01, 2016
12:24 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 01, 2016
12:24 PM
Graeme,
You basically have to replicate what you did for the TOOL NAME for the other three types of PPRINT messages into the PPRINT CIMFIL section and add modify the LOADTL CIMFIL section the same way to output these messages where you want them. You also need to incorporate the code to skip the COMMENTS messages into the PPRINT section also. You cannot have more than one CIMFIL/ON,... section for any type of CL record since the first one in the FIL file will be the only one that runs.
Fred
9 REPLIES 9
Mar 31, 2016
08:01 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Mar 31, 2016
08:01 PM
Are you using the Option File Gen to put these lines in before the tool change:
N4540 G28G91Z0.0;
N4550 G28G91Y0.0;
N4560 G90G00;
N4570 G20;
Try using FIL only for these kind of things, otherwise it is difficult to figure out which file wins the battle of where to place modified data.
Josh
Apr 02, 2016
10:45 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 02, 2016
10:45 AM
Yes, I am using the Option File Gen to put those lines in before the tool change. I was wondering if doing it through the FIL might be a better idea but, since i am having such a hard time with it, I shelved that idea. I will try to incorporate those lines into it instead. Thank you.
Apr 01, 2016
12:24 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 01, 2016
12:24 PM
Graeme,
You basically have to replicate what you did for the TOOL NAME for the other three types of PPRINT messages into the PPRINT CIMFIL section and add modify the LOADTL CIMFIL section the same way to output these messages where you want them. You also need to incorporate the code to skip the COMMENTS messages into the PPRINT section also. You cannot have more than one CIMFIL/ON,... section for any type of CL record since the first one in the FIL file will be the only one that runs.
Fred
Apr 02, 2016
10:37 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 02, 2016
10:37 AM
Thanks Fred, I did try that with little success but I may have just given up too early as I wasn't sure that was the correct path. I also tried multiple CIMFIL/ON's but, as you know, that was a failure. I didn't realize you can't have more than one. That explains a lot of my frustration.
Apr 01, 2016
03:54 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 01, 2016
03:54 PM
You can disable the output of the tool comment from the manufacturing assembly (Machine Tool Setup / PPRINT / Modify)
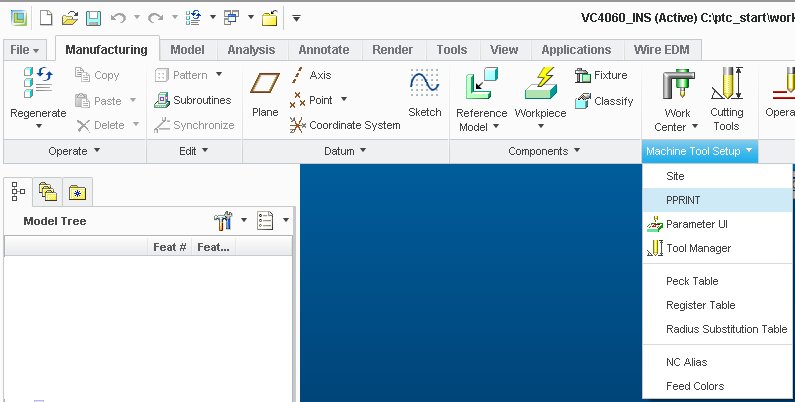
Select the TOOL_COMMENTS row and click the "No" button.
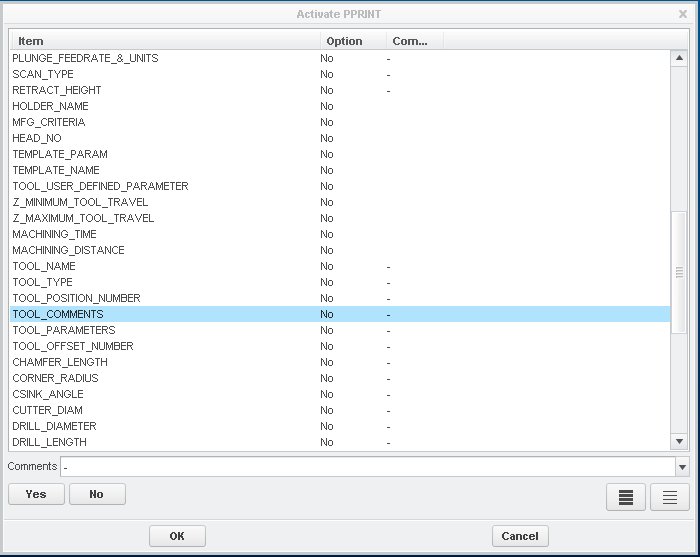
This way the tool comments are not going to be output to the CL file.
Apr 02, 2016
10:51 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 02, 2016
10:51 AM
Thank you for the reply but I do want the actual tool comments (i.e. (90 CHAMFER TOOL);), I just don't want the ( TOOL COMMENTS); line.
Apr 02, 2016
01:38 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 02, 2016
01:38 PM
Graeme, listening to Fred is always a good place to start. If you have the time and will be doing a lot of post work, I highly recommend getting down to Austin to take his class.
Kenneth Farley has some helpful pieces of FIL code posted in the forum, it may help you to track them down.
It is also funny how much time we spend on things that are inconsequential to the functioning of the code.
Josh
Apr 07, 2016
02:01 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 07, 2016
02:01 PM
Hi Graeme,
Instead of just stripping out the tool comment, look for the tool comments line, and then save the next 4 comment lines in global variables. Then exit the PPrint without running or without the POSTF(13) command.
Then in the loadtool routine, print out the 4 variables after completing POSTF(13) since the cimfil does not end until you reach the CIMFIL/OFF line.
You seem to know the language so it won't be hard for you to complete.
I don't put my comment after the tool, but before, so I don't have to do this, but my code comes out a lot different than yours (I did a lot of manipulation). For example:
N10 (OP 10 - OUTER PROFILE)
N20 (1/2 CARBIDE END MILL)
T23 M6
M1
N25 G0 G43 G54 G90 X.263 Y-4.8837 Z4. H23 S2291 M3
Z2. T12 D23
Z.2
...
You write your code the way that you and your employees are comfortable with, but this format will work fine on your Oi.
Like Fred said, there can only be one CIMFIL/ON routine for each major word.
Have fun!
Apr 15, 2016
11:00 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 15, 2016
11:00 AM
I was able to finish it primarily using Fred's advise and used the same format over and over for each of the text lines within one CIMFIL/PPRINT. I left the other lines in using the option file generator because it is working and I have spent enough time on this already.
I appreciate the help and probably couldn't have figured it out without it. I thought I would post the result in case there is anyone else that could use it in the future.
$$ ****************************************************
$$ * C i m f i l S e c t i o n s *
$$ ****************************************************
CIMFIL/ON,PPRINT $$ Starts on all PPRINT
DMY=POSTF(20) $$Save Current CL Record
TTEXT=TEXT/CLW $$ extract the text
NAME=TEXT/'PART NAME' $$ Value to test for
PTNM=INDXF(TTEXT,NAME) $$ Extract NAME from TTEXT
IF(PTNM.EQ.0) THEN $$ Test if PART NAME in TTEXT
ELSE
PARTNM=TEXT/TTEXT $$ store PART NAME
ENDIF
DATE=TEXT/'DATE TIME' $$ Value to test for
DTTM=INDXF(TTEXT,DATE) $$ Extract DATE from TTEXT
IF(DTTM.EQ.0) THEN $$ Test if DATE TIME in TTEXT
ELSE
DATETM=TEXT/TTEXT $$ store DATE TIME
ENDIF
CC=TEXT/'CUTCOM REGISTER' $$ Value to test for
CTCM=INDXF(TTEXT,CC) $$ Extract CUTCOM from TTEXT
IF(CTCM.EQ.0) THEN $$ Test if CUTCOM in TTEXT
ELSE
CRGSTR=TEXT/TTEXT $$ store CUTCOM REGISTER
ENDIF
TESTV=TEXT/'TOOL NAME' $$ Value to test for
RSLT=INDXF(TTEXT,TESTV) $$ Extract the text TOOL NAME
IF(RSLT.EQ.0) THEN $$ Test if TOOL NAME in TTEXT
ELSE
OKTOOL=1 $$ flag tool name programmed
TOOLNM=TEXT/TTEXT $$ store TOOL NAME
ENDIF
TEXTP=TEXT/'TOOL POSITION NUMBER'$$ Value to test for
POSIT=INDXF(TTEXT,TEXTP) $$ Extract the text TOOL POSITION NUMBER
IF(POSIT.EQ.0) THEN $$ Test if TOOL POSITION NUMBER in TTEXT
ELSE
TOOLPO=TEXT/TTEXT $$ store TOOL POSITION NUMBER
ENDIF
TEXTO=TEXT/'TOOL OFFSET NUMBER'$$ Value to test for
OFST=INDXF(TTEXT,TEXTO)$$ Extract the text TOOL OFFSET NUMBER
IF(OFST.EQ.0) THEN $$ Test if TOOL OFFSET NUMBER in TTEXT
TOOLOF=TEXT/TTEXT $$ store TOOL OFFSET NUMBER
ENDIF
TCOM=TEXT/'COMMENTS' $$ Value to test for
OK=INDXF(TTEXT,TCOM) $$ Extract the text TOOL COMMENTS
IF(OK.EQ.0) THEN $$ Test if TOOL COMMENTS in TTEXT
TOOLCM=TEXT/TTEXT $$ store COMMENTS
ENDIF
CIMFIL/OFF $$ end of CIMFIL on PPRINT
CIMFIL/ON,LOADTL $$ starts on all LOADTL
DMY = POSTF(20) $$ save current CL record
IF(FTOOL.EQ.0) THEN $$ check if first tool change
PPRINT/PARTNM
PPRINT/DATETM
FTOOL=1 $$ reset the flag
SEQNO/OFF $$ stop sequence numbering
SEQNO/20,INCR,10 $$ restart sequence numbering
ENDIF
DMY=POSTF(21) $$ restore saved record (LOADTL)
DMY=POSTF(13) $$ process LOADTL
IF(OKTOOL.EQ.1) THEN
OKTOOL=0 $$ reset the flag
PPRINT/TOOLNM $$ output the message
PPRINT/TOOLOF $$ output the message
PPRINT/TOOLPO $$ output the message
PPRINT/TOOLCM $$ output the message
PPRINT/CRGSTR $$ output the message
INSERT/'G57 X0.0 Y0.0;'
ENDIF
CIMFIL / OFF $$ end of CIMFIL on LOADTL
The output is code that we are familiar with. The tool name having dedicated numbers is the way we have always done things in our small production shop. Getting the processor to also output the numbers underneath helps to ensure I have programmed it correctly and not missed a bad call-out. The machinist should also be able to catch it more easily. I wish Creo would let me keep numbers attached to specific tools without always trying to change them to the next available pocket as it is easy to miss.
Now, when the code stops at the M01, the tool info just fits in the controls Program Check screen where we usually run it.
O3978;
N10 G00G17G20G40G49G80G90;
(PART NAME : CS-3978-DC-REV00);
(DATE TIME : 15-APR-16 10:52:59);
N20 G20;
N30 T1 M6;
N40 T5;
N50 M01;
(TOOL NAME : 750-SPOTDRILL-T1-H1);
(SPOT DRILL);
(TOOL POSITION NUMBER : 1);
(TOOL OFFSET NUMBER : 1);
(CUTCOM REGISTER : N/A);
N60 G57 X0.0 Y0.0;
N70 S600 M3;
N80 G0 X2.8921 Y2.8921;
N90 G43 Z0.1 H1 M8;
Announcements




Top Tags
