
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: Turning Program for Radius with R command inst...
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Turning Program for Radius with R command instead of I, K
Jul 23, 2021
05:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 23, 2021
05:54 AM
Turning Program for Radius with R command instead of I, K
I am making program using creo manufacturing and using CAM Post post processer to convert it in Fanuc controller program.
But machine is very old control system or something else is locked in machine, which is not able to read i, k command used in Radius turning step and only able to understand "R" command.
How can we make CL file which should have 'R' command instead of i,k command for radius machining in 2-axis turning machine?
Labels:
- Labels:
-
Additive Manufacturing
4 REPLIES 4
Jul 23, 2021
12:23 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 23, 2021
12:23 PM
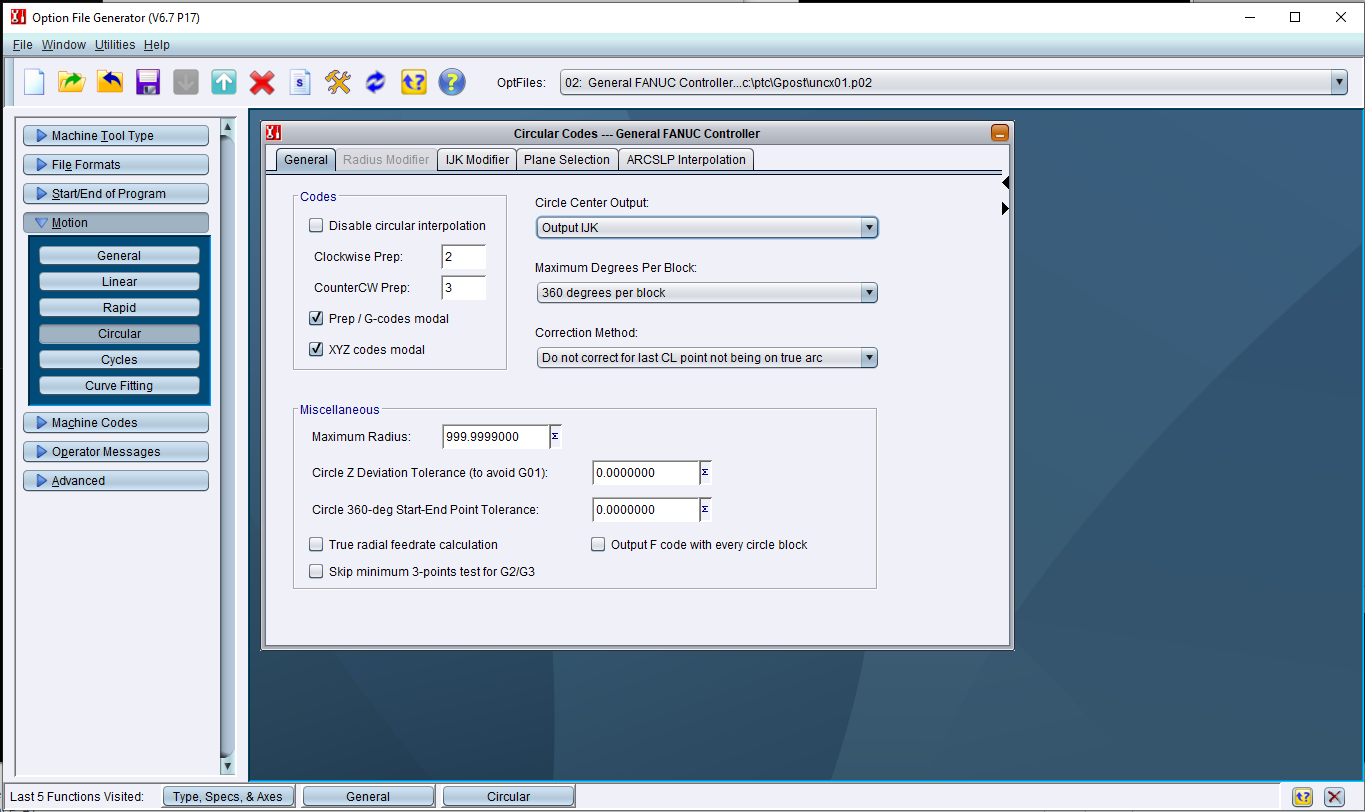
I believe you would want to run Applications->NC Post Processor
Select the file that is your usual post processor.
Click on Motion->Circular
You hopefully will see something like the attached image. Where it says "Output IJK", click on the dropdown menu and there's an entry that specifies "Output Radius". That should fix things for you.
Jul 23, 2021
11:42 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 23, 2021
11:42 PM
Hi,
I really couldn't understand
You mean, I still generate same CL file as usual, so nothing to do in Creo Manufacturing.
And this option you suggested can be done while I am generating my file in ICAM Post Processer?
If yes, I don't see same post processer or option, what you suggested!
I am using ICAM V18 post processer and there I don't see any option to change like this!
Can you please help!
Jul 26, 2021
07:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 26, 2021
07:14 AM
We use the post-processor built into Creo to generate the ".tap" file (G-code) from the Creo generated ".ncl" file. We don't use ICAM or any other external programs to do this. The option I showed was what you get if you are modifying the particular post-processor you're using within Creo.
Your original post only said you were using CAM post-processor, which is a standard acronym for Computer Aided Manufacturing.
But anyway, as far as I know, the problem isn't something being caused by Creo. It's likely generating .ncl lines that look like
CIRCLE / 5.5590680, 0.9809165, -0.5000000, $
0.00000, 0.00000, -1.00000, 1.4100000Your troubles are being caused by how the post-processor interprets and translates this into G-code. There's got to be a setting somewhere in the software you are using that tells it you want either the IJK outputs or the R output.
Sep 29, 2021
07:36 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Sep 29, 2021
07:36 AM
Hi,
I am using ICAM 23, but I started out at I think it was V14. I have a Fanuc turning post, that was one of the first one I created, and I did a search for Radius and these are the values I get in the database file. Check in "Control Description, Circular Interpolation" tab and make sure Three point circular interpolation is unchecked. and Radius circular Interpolation is checked. Also, make sure you have a Radius Register set. Here are a couple screen shots.




Hope this helps.
Announcements




Top Tags

{kind=link}