
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - If community subscription notifications are filling up your inbox you can set up a daily digest and get all your notifications in a single email. X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: inserting text in nc code
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
inserting text in nc code
Jul 12, 2012
01:25 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 12, 2012
01:25 PM
inserting text in nc code
hello everyone
Sometimes when programming i insert a programme stop during an operation so i could remove clamps etc, thing is in the nc code i want to insert a note saying the reason why ive stopped the programme to help the operator (remove clamps). Do i have to manually insert the note in the nc code or is there a way the note is inserted when posting the programme, where woul i write the text.Would like it so that everytime the programme is posted the note would always be there. hope ive explained it ok.
I am using creo 2.0
thanks for any help
Solved! Go to Solution.
ACCEPTED SOLUTION
Accepted Solutions
Jul 12, 2012
02:50 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 12, 2012
02:50 PM
You should be able to add a "PPRINT" or "DISPLY" CL command inside the NC sequence with you note. That keeps it in the MFG model and will be output to the CLDATA to be posted so it's always there. We live and die here using messages to the operator or machine to give instructions or information. We are on Wildfire4, so i assume creo is still the same.
8 REPLIES 8
Jul 12, 2012
02:50 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 12, 2012
02:50 PM
You should be able to add a "PPRINT" or "DISPLY" CL command inside the NC sequence with you note. That keeps it in the MFG model and will be output to the CLDATA to be posted so it's always there. We live and die here using messages to the operator or machine to give instructions or information. We are on Wildfire4, so i assume creo is still the same.
Jul 13, 2012
08:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 13, 2012
08:14 AM
Hello Michael
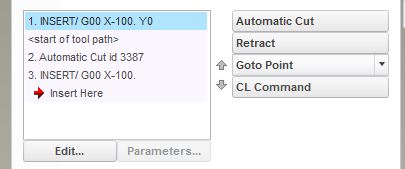
I often use the command INSERT/ as an inserted CLdata in the customize windows of a step.
With this command, you can insert the text you want: It can be comment but also a direct Gcode files.
Example:
INSERT/ G4 F0.5$
INSERT/ M21 $
This will output directly the two lines in the nc code
...
G4F0.5
M21
...
Don't forget the $ at the end ok the insert
Olivier
Jul 17, 2012
05:53 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 17, 2012
05:53 PM
Hello Olivier,
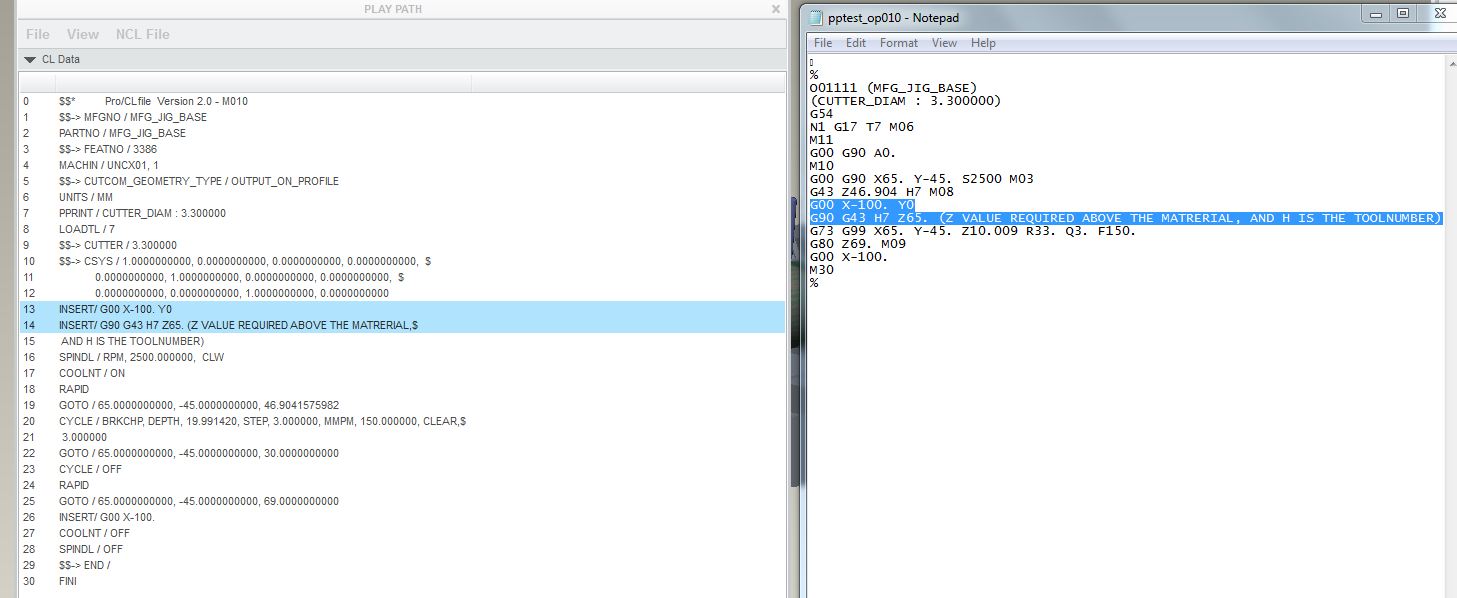
I am able to insert the a cl command in a sequence which is very helpful. One thing am not able to work out properly is, It happens sometimes that i have long tools in my tool changer (Haas Minimill), and that after the tool changing the tool tip is below the retract plane. When the sequence then starts a collision will occur. What i normally do is program some lines in where the tool tip moves above the retract plane before the programmed sequence starts. My intention was to insert this with a CL command, however it becomes in the wrong place. I have highlited my inserted lines.Both inserted lines should move up 2 lines. Does anyone have an idea?
Regards,
Paul
Jul 18, 2012
04:23 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 18, 2012
04:23 AM
Hello Paul
I think this happens because you have forget the $ at the end of the INSERT
You shoud have in your CL command
INSERT/G00 X-100 Y0$
INSERT/G43 ....TOOL NUMBER)$
Hope this helps you
Olivier
Jul 18, 2012
04:25 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 18, 2012
04:25 PM
Hello Olivier,
If i programm the $ behind each line it pops out like below. He puts everything in one line. I figured it out yesterday that i had leave the $ to get in properly. Any sugestions?
N1 G17 T9 M06 (3 SNIJDER HARDMETAAL 16MM)
M11
G00 G90 A-179.728
G00 G90 X114.406 Y-28.402 M05
G43 Z58.467 H9 M08
G00 X-100. Y0INSERT/ G90 G43 H7 Z65. (Z VALUE REQUIRED ABOVE THE MATRERIAL, AND H IS THE TOOLNUMBER)SPINDL / RPM, 4500.000000, CLW
Z56.
G01 Z53. F450.
Paul
Jul 19, 2012
04:53 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 19, 2012
04:53 AM
Hello Paul
Something strange happens in your post-processor.
I don't know if you are using GPost.
Typically, in Gpost the $ should be defined defined as a end ok block.
Looking in your CL file, the position of the INSERT line are correct. These lines should be output just after the tool change.
If I post-process your CL file (adding the $ at the end of INSERT command), I will have the correct lines
You should look a your post-processor developpement to find the problem
Regards
Olivier
Jul 13, 2012
04:28 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 13, 2012
04:28 PM
have had a play with the pp print with some success ,managed to insert the tool table and operation comments on the top of the nc file ill try the insert command tomorow
thanks for the help guys
Jul 14, 2012
06:48 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jul 14, 2012
06:48 AM
thanks guys
was what i wanted
Announcements




Top Tags
