
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Please log in to access translation
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - If community subscription notifications are filling up your inbox you can set up a daily digest and get all your notifications in a single email. X
- Community
- Creo+ and Creo Parametric
- Manufacturing (CAM)
- Re: Post processor modify tnc426 Heidenhain
Translate the entire conversation x
Please log in to access translation
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Post processor modify tnc426 Heidenhain
Nov 07, 2018
11:22 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Nov 07, 2018
11:22 AM
Post processor modify tnc426 Heidenhain
Can someone help me. How to modify pp for desire drilling cycle please check attached jpeg
8 REPLIES 8
Jan 15, 2019
02:12 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 15, 2019
02:12 PM
Which post processor generator you use ?
Jan 16, 2019
08:27 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 16, 2019
10:40 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Jan 16, 2019
10:40 AM
Send the file uncx01.f**, and I show you the changes to be made.
Mar 29, 2019
07:51 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Mar 29, 2019
07:51 AM
sir very for late response ..i am still in problem regarding post processor..are you still willing to guide me
regards
asif
Apr 02, 2019
10:15 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 29, 2019
12:44 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Apr 29, 2019
12:44 PM
Fisa,
you use ISO code or conversational code ?
The sent PP generate ISO code....
Send me ncl file with drilling cycle and the CN code output.
May 17, 2019
05:09 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
May 17, 2019
05:09 AM
thanks for your reply..yes i am using iso post processor..most of cycle .which i generate thru this pp is working fine ..except drilling taping reaming etc cycle...by default the current processor generate drilling cycle with this format.
%DRILLING_1 G71
N1 G40 G90
N2 G30 G17 X-100 Y-100 Z-75
N3 G31 G90 X100 Y100 Z3
N4 G17 T17 M6
N5 S3 M3
N6 G00 X31 Y-12 M8
N7 G00 Z20
N8 G83 P01 2 P02 -4 PO3 -1 P04 0 PO5 100
N9 G00 X31 Y-12 Z-8 M89
N10 G00 Y77 M99
N11 M9
N12 M5
N13 M30
N999999 %DRILLING_1 G71
but i dont want to use this canned cycle due to some restriction(2nd setup clearance not available ) in this format ..
..i am sending you conversational post processor which i want to use only for drilling taping and reaming purpose please if you can update it or guide me how i can update on below mention format
0 BEGIN PGM 201RM10 MM
1 BLK FORM 0.1 Z X-400 Y-400 Z-75
2 BLK FORM 0.2 X+400 Y+400 Z+3
3 TOOL CALL 1 Z S80
4 CYCL DEF 201 REAMING ~
Q200=3 ;SET-UP CLEARANCE ~
Q201=-30 ;DEPTH ~
Q206=30 ;FEED RATE FOR PLNGNG ~
Q211=0 ;DWELL TIME AT DEPTH ~
Q208=80 ;RETRACTION FEED RATE ~
Q203=+0 ;SURFACE COORDINATE ~
Q204=50 ;2ND SET-UP CLEARANCE
5 L Z+50 R0 F3500 M3
6 L X-262.99 Y-146.925 M99
7 L X-303.002 M99
8 L X-305.002 Y+130.225 M99
9 L X-228.002 Y+166.1 M99
9 L X-106.487 Y+157.861 M99
9 L X-29.002 Y+164.233 M99
9 L X+28.999 M99
9 L X+106.484 Y+157.861 M99
9 L X+227.999 Y+166.1 M99
9 L X+304.999 Y+130.225 M99
9 L X+302.999 Y-146.925 M99
9 L X+262.99 M99
10 L Z+50 R0 F3000 M2
11 END PGM 201RM10 MM..
right now conversational post processor output in below mention format
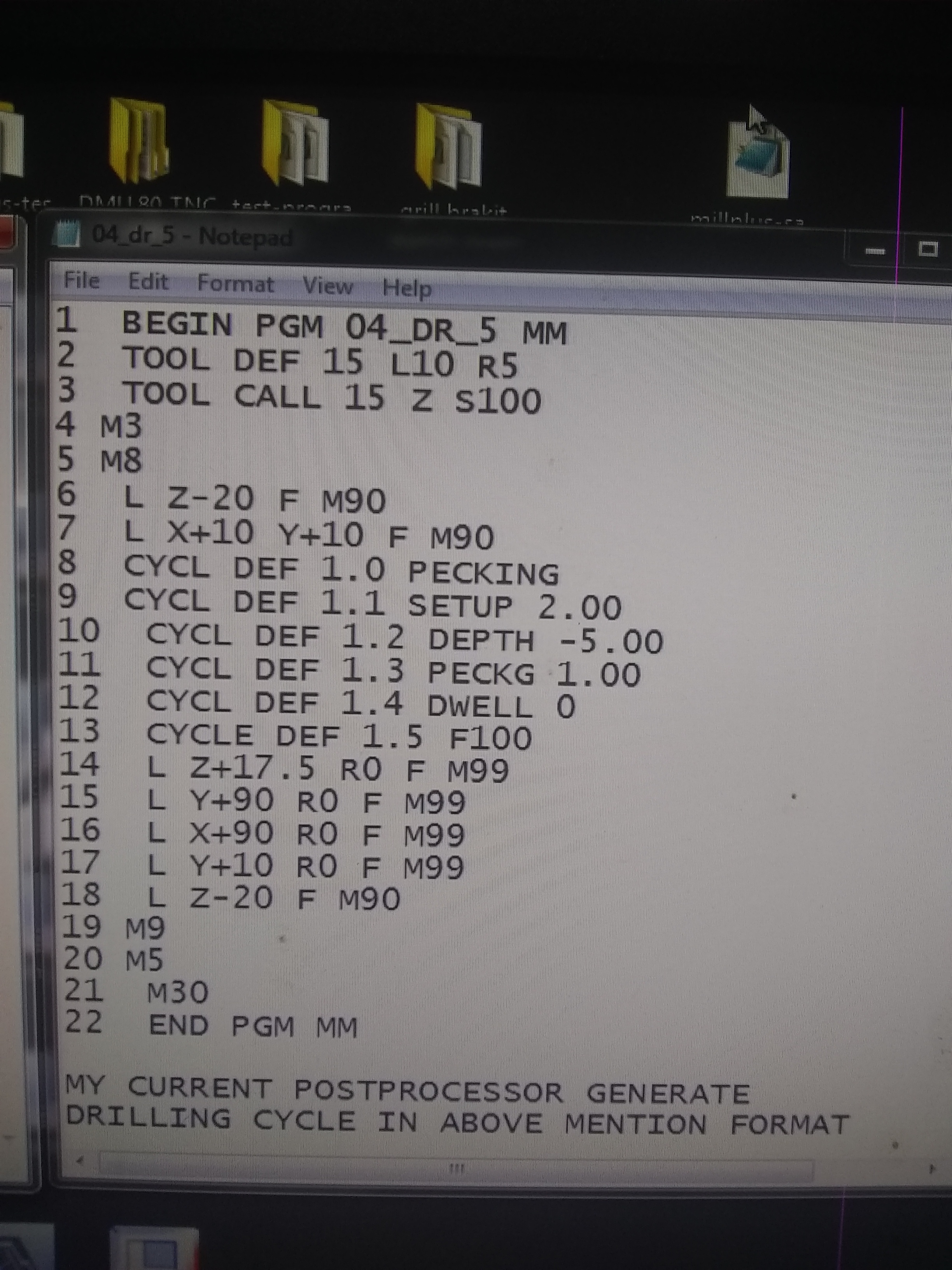
1 BEGIN PGM DRILLING_1-CONVERSATIONAL MM
2 TOOL DEF 17 L0 R0
3 TOOL CALL 17 Z S3
4 M3
5 M8
6 L Z-20 F M90
7 L X+31 Y-12 F M90
8 CYCL DEF 1.0 PECKING
9 CYCL DEF 1.1 SETUP 2.00
10 CYCL DEF 1.2 DEPTH -4.00
11 CYCL DEF 1.3 PECKG 1.00
12 CYCL DEF 1.4 DWELL 0
13 CYCLE DEF 1.5 F100
14 L Z+10 R0 F M99
15 L Y+77 R0 F M99
16 L Z-20 F M90
17 M9
18 M5
19 M30
20 END PGM MM
hope you will understand..also attach creo mfg test model files and both iso and conversational pp
regards
FISA
Oct 23, 2019
04:29 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Please log in to access translation
Oct 23, 2019
04:29 AM
sir still waiting your reply about postprocessor
Announcements




Top Tags

{kind=link}
{kind=link}
{kind=link}