

Missing "G1" causes a crash
I am learning Creo NC(milling) and have run into an issue. When the following situation occurs, it will omit the "G1" causing the tool to enter the next cut at rapid instead of feed. Not good. It appears to be tied to using the parameter value for "free_feed" to anything other than "0"
Here is a code example and more info below it explaining the details.
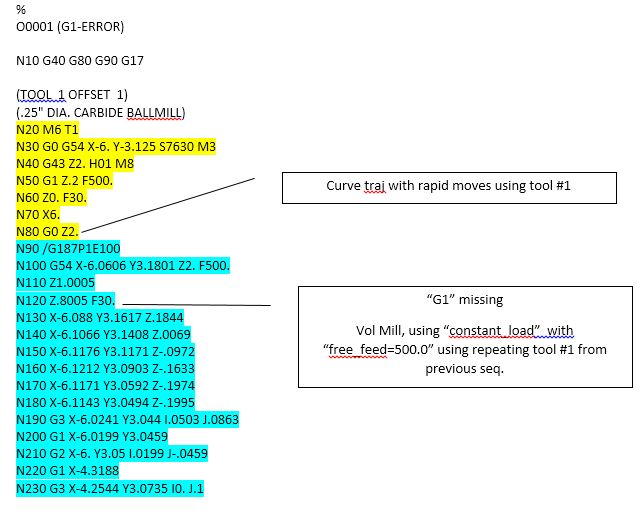
If a new sequence is created where the tool repeats, is using “free_feed = 500” or any value other than zero and follows a previous sequence that posts out a “G0” rapid move, then it does not post out a “G1” with the first linear feed move. It will omit it the “G1” and enter the cut in Rapid.
If you set the “free_feed = 0” in the constant load vol mill it will then output the “G1” correctly. This will not resolve the problem because the tool then moves in “G0” rapid during the retract tool motions risking damage to the tool and workpiece. The only solution I have found is to set the post to handle the “G1” as non-modal. This resolves the crash but makes the program unnecessarily large due to the redundant entries.
The toolpath I'm trying to achieve is a roughing operation like Mastercam's Dynamic Milling. So close but can't get it to post out cleanly.
Does this look like a post issue or some parameter I'm overlooking?
Mike Swan, Tool design
Great Plains Mfg
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.