

Post processor not including NC path's 4th-axis rotate command? / Mach3 4-axis suggestions
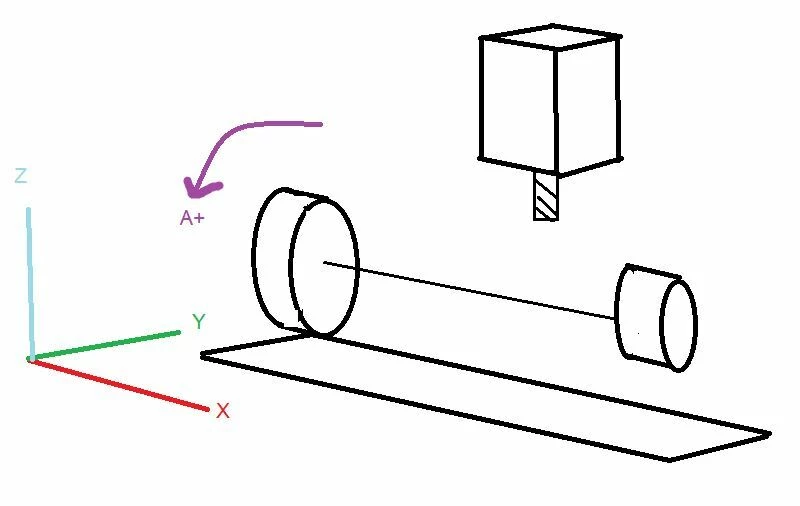
Hi there. I built a pretty typical 4-axis desktop CNC machine with an ‘A’ axis which rotates in the positive X direction and controlled by Mach3 on a USB controller. Overall it works well for any 3 axis milling/roughing/surfacing operations. See below configuration.
Unfortunately when I go to set up an indexed 4-axis program, the included post processors in Creo skip the NC path’s rotate command:
AAXIS, ATANGL, -90.000000
and do not include it in the exported .tap/ G-code. I assume this is normal as most of the included post processors are only for 3-axis machines.
However, I have attempted to “roll my own” using the included option file developer, turn on a 4th axis option, and using the UNCX01.P11 post processor as a base model, but no luck so far.
The material removal simulation in Creo shows the appropriate rotation happening. I can also manually type in the “A -90.0” command into the exported G-code in the proper spot, which works great on the machine and allows me to accomplish my goal...But I’d prefer not to type this in with each required rotation of the part I’m milling.
Are there any common post processors out there which would be appropriate for my situation and what might I be doing wrong in my options file configuration?
NC path, Gcode, included in a zip file for inspection.
Mill Configuration
Path Animation / Work Part